 Angličtina
Angličtina 中文简体
中文简体Vysvetlenie kontrolného prevíjacieho stroja: Ako to funguje a čo hľadať pri kúpe
Čo robí inšpekčný prevíjací stroj
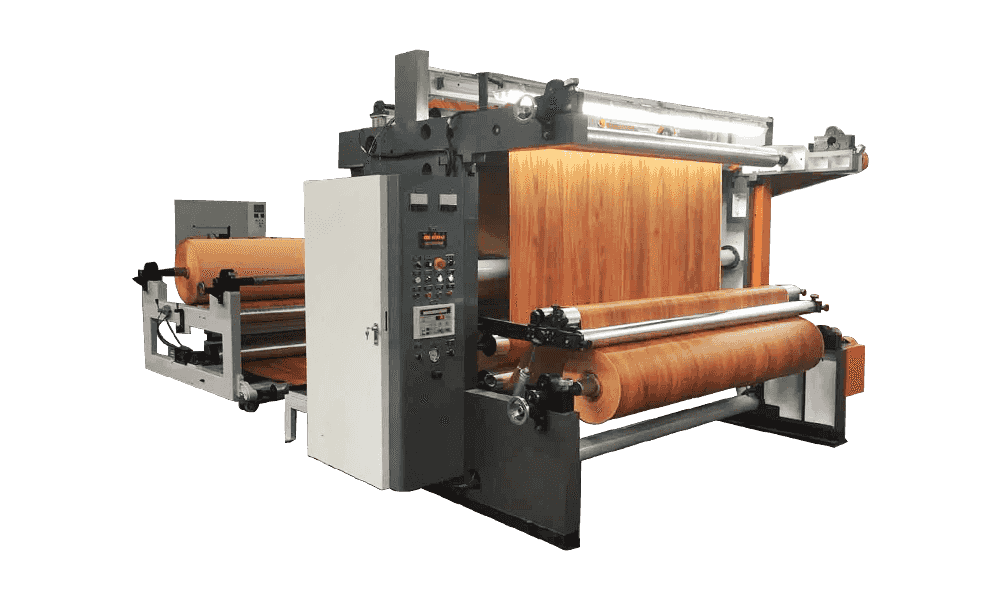
Kontrolný prevíjací stroj – tiež nazývaný kontrolný prevíjač alebo stroj na kontrolu kotúčov – odvíja kotúč materiálu kontrolovanou rýchlosťou, prechádza ho cez kontrolnú zónu, kde sa zisťujú chyby, a potom ho prevíja na čistý, pevne navinutý hotový kotúč. Tieto dve funkcie sú neoddeliteľné: samotné prevíjanie vytvára použiteľný kotúč, ale kontrola bez prevíjania nezanecháva žiadny štruktúrovaný výstup. Ich kombináciou v jedinom prechode je kontrolný prevíjač jedným z najefektívnejších nástrojov kontroly kvality, ktorý majú k dispozícii spracovatelia, tlačiarne a výrobcovia webových materiálov.
Materiály spracovávané na kontrolných prevíjacích strojoch pokrývajú širokú škálu: flexibilné obalové fólie (PET, BOPP, PE), samolepiace etikety, papier a lepenka, netkané textílie, technické textílie, fólie a špeciálne fólie používané v elektronike, zdravotníckych pomôckach a bezpečnostných aplikáciách. V každom prípade je základný účel rovnaký – zabezpečiť, aby žiadny kotúč opúšťajúci kontrolnú stanicu nemal nezistené chyby, ktoré by spôsobili zlyhania pri tlači, laminovaní, plnení alebo konečnej výrobe.
Trh s kontrolnými prevíjačkami sa rozrástol spolu so sprísňovaním noriem kvality v oblasti balenia a tlače. Moderné kontrolné navíjačky vybavené počítačovým videním sú schopné odhaliť submikrónové defekty pri rýchlostiach linky prekračujúcich rýchlosť 1 000 metrov za minútu , pričom pokročilé modely dosahujú mieru detekcie chýb nad 99,5 %. Pre aplikácie citlivé na kvalitu – farmaceutické označovanie, lekárske balenie, bezpečnostná tlač – táto úroveň presnosti nie je voliteľná; je to regulačná a obchodná požiadavka.
Hlavné komponenty kontrolného prevíjacieho stroja
Pochopenie kľúčových komponentov stroja uľahčuje vyhodnocovanie špecifikácií, porovnávanie modelov a identifikáciu, ktoré funkcie sú pre konkrétnu aplikáciu najdôležitejšie. Každý kontrolný prevíjač, bez ohľadu na veľkosť alebo cenu, zdieľa rovnakú funkčnú architektúru.
Odvíjacia stanica
Odvíjacia stanica drží základný kotúč – vstupný kotúč, ktorý sa má kontrolovať – a privádza materiál do stroja kontrolovanou rýchlosťou. Kvalitné odvíjacie stanice používajú vzduchové expanzné tŕne alebo skľučovadlá, ktoré zvierajú jadro zvnútra, čo umožňuje rýchlu výmenu kotúčov bez použitia nástrojov. Veľkosť tŕňa sa musí zhodovať s priemerom jadra spracovávaných kotúčov, takže stroje s vymeniteľnými tŕňovými objímkami ponúkajú väčšiu flexibilitu pri operáciách, ktoré využívajú viacero typov produktov. Odvíjanie musí tiež udržiavať konzistentné spätné napätie, keď sa priemer kotúča zmenšuje počas odvíjania; kotúč, ktorý začína pri priemere 600 mm a navíja sa na prázdne jadro, výrazne zmení zotrvačnosť odvíjania a zlá kompenzácia napätia v tejto fáze sa prenáša priamo na kvalitu navíjania na konci navíjania.
Systém kontroly napätia
Kontrola napätia je mechanicky najkritickejším aspektom kontrolného navíjača. Materiál pohybujúci sa strojom musí byť udržiavaný v konzistentnom, primeranom napätí v celej dráhe pásu – príliš tesné a jemné filmy sa naťahujú, deformujú alebo trhajú; je príliš voľná a tkanina sa pohybuje bočne, čím dochádza k poškodeniu okrajov a zle navinutým kotúčom. Moderné inšpekčné navíjačky používajú systémy riadenia napätia v uzavretej slučke so snímačmi zaťaženia, ktoré merajú skutočné napätie pásu v reálnom čase a privádzajú korekcie späť do hnacích motorov. Servomotorové pohony sú prvotriednou voľbou pre materiály citlivé na napätie a ponúkajú jemné a citlivé ovládanie v širokom rozsahu otáčok. Ťahací valec – poháňaný prítlačný valec, ktorý pôsobí ako hlavný hnací bod v dráhe pásu – izoluje napätie odvíjania od napätia navíjania, čo umožňuje nezávislé ovládanie dvoch zón.
Inšpekčná zóna
Kontrolná zóna je časť dráhy pásu, kde je materiál rozprestretý naplocho na podsvietený alebo spredu osvetlený kontrolný stôl, osvetlený pre maximálnu viditeľnosť defektov a skúmaný buď operátorom, kamerovým systémom videnia, alebo oboma spoločne. Podsvietenie je účinné na detekciu malých dier, tenkých bodov a inklúzií v priesvitných materiáloch. Konfigurácie odrazeného svetla odhaľujú povrchové chyby – škrabance, chyby tlače, nepravidelnosti povlaku – v nepriehľadných materiáloch. Geometria kontrolného stola – jeho uhol, rovnomernosť osvetlenia a pozorovacia vzdialenosť – priamo ovplyvňuje, ako ľahko dokáže operátor alebo kamera rozlíšiť skutočnú chybu od zmeny štruktúry materiálu.
Prevíjacia stanica
Prevíjacia stanica prestaví kontrolovaný materiál na hotový kotúč pri kontrolovanom ťahu a rýchlosti. Kvalita previnutia – profil tvrdosti kotúča, zarovnanie hrán a absencia záhybov, teleskopických pohybov alebo zachytenia vzduchu – je rovnako dôležitá ako samotná kontrola, pretože zle navinutý kotúč spôsobuje problémy v ďalšej fáze spracovania, aj keď je materiál bez chýb. Riadenie napätia kužeľa, ktoré progresívne znižuje napätie vinutia so zväčšujúcim sa priemerom kotúča, je štandardnou technikou na výrobu kotúčov s konzistentnou tvrdosťou od jadra po vonkajší priemer. Kontaktné navíjanie (kde valec jazdca udržiava kontakt s povrchom valca počas navíjania) sa používa pre mäkké alebo citlivé materiály, ktoré nedokážu tolerovať vnútorné napätie medzerového navíjania pri rýchlosti.
Systém webových sprievodcov
Systémy vedenia pásu udržujú materiál konzistentne pozdĺž správnej bočnej polohy cez stroj. Ultrazvukové snímače okrajov alebo čiarové snímače detegujú polohu pásu v reálnom čase a aktivujú vodiaci valec alebo rám riadenia, aby opravili posun predtým, ako dosiahne kontrolnú zónu alebo jadro navíjania. Bez efektívneho vedenia pásu sa dokonca aj dobre napnutý pás bude pohybovať bočne, čím sa vytvárajú kotúče s nesprávne zarovnanými okrajmi (teleskopické) a poskytuje nekonzistentnú prezentáciu materiálu kontrolnému systému. Väčšina moderných kontrolných navíjačiek obsahuje vodiace lišty pásu na konci odvíjania aj navíjania, pričom vodiaci signál je odvodený od okrajových snímačov alebo stredových snímačov v závislosti od typu materiálu.
Označovanie defektov a detekcia vlajky
Keď kontrolný systém – manuálny alebo automatický – identifikuje defekt, stroj potrebuje spôsob, ako označiť miesto, aby bolo možné defekt nájsť a vyriešiť po dokončení previnutia. Systémy označovania defektov aplikujú malú lepiacu pásku, atramentovú značku alebo záhyb na okraj pásu v mieste defektu. Tieto značky sa nazývajú vlajky. Po previnutí operátor lokalizuje každý príznak a buď vyreže chybnú časť, alebo odstráni kotúč z výrobného prúdu. Pokročilejšie systémy zaznamenávajú polohu každého defektu ako dátový záznam viazaný na počítadlo meračov kotúča, čo umožňuje vytlačiť alebo exportovať mapy defektov pre dokumentáciu vysledovateľnosti.
Inšpekčné technológie: manuálne, kamerové a systémy poháňané AI
Kontrolná schopnosť prevíjacieho stroja je určená kontrolným systémom, ktorý je v ňom integrovaný. Stroje siahajú od jednoduchých kontrolných stolov operátora až po plne automatizované platformy zraku riadené AI a vhodná úroveň závisí od materiálu, typov defektov, na ktorých záleží, požadovanej rýchlosti a regulačného prostredia.
Manuálna kontrola operátora
Najzákladnejšia konfigurácia prechádza sieťou cez dobre osvetlený kontrolný stôl a spolieha sa na operátora, ktorý vizuálne identifikuje chyby a aplikuje príznaky. Manuálna kontrola je účinná pri nízkych rýchlostiach – zvyčajne do 30 až 60 metrov za minútu – a pri defektoch, ktoré sú viditeľné trénovaným ľudským okom (diery, veľké chyby tlače, zjavné zlyhania povlaku). Jeho obmedzenia sú významné: ľudskí inšpektori pociťujú únavu očí, chybné chyby pri vyšších rýchlostiach a zavádzajú variabilitu medzi operátormi v tom, čo sa klasifikuje ako odmietnutie. Výskum v rámci automatizovanej kontroly textílií zistil, že manuálna kontrola spoľahlivo odhalí nie viac ako 60 – 70 % prítomných chýb, a to aj za dobrých podmienok. Pre aplikácie s vysokou hodnotou alebo kritické z hľadiska bezpečnosti je táto miera detekcie komerčne neprijateľná.
Systémy kamerovej kontroly zraku
Kamerové inšpekčné systémy pripájajú jednu alebo viac kamier s riadkovým alebo plošným skenovaním nad a/alebo pod sieť v kontrolnej zóne a spracovávajú obrazové dáta v reálnom čase oproti nacvičenému referenčnému obrazu. Kamery s riadkovým skenovaním sú štandardom pre kontinuálne webové materiály, pretože vytvárajú kompletný obraz prechádzajúceho webu riadok po riadku rýchlosťou, ktorá ďaleko presahuje to, čo dokážu zachytiť kamery s plošným skenovaním. Keď systém deteguje oblasť pixelov, ktorá sa odchyľuje od očakávaného vzoru za nastavenú prahovú hodnotu, označí miesto, zaznamená typ a polohu chyby a môže spustiť zastavenie stroja, aby operátor mohol označiť alebo odstrániť chybnú časť. Systémy videnia dodávajú špecializovaní predajcovia inšpekčných kamier – AVT, BST, Nikka, Nyquist Systems a ďalší – a sú integrované do platformy prevíjača výrobcom stroja alebo ako upgrade pre trh s náhradnými dielmi. Väčšina inšpekčných prevíjačov etikiet na farmaceutickej úrovni, ako sú linky na balenie farmaceutických výrobkov, umožňuje zákazníkovi špecifikovať preferovaného dodávateľa fotoaparátu z dôvodu súladu a konzistentnosti náhradných dielov.
Detekcia defektov poháňaná AI
Najnovšia generácia inšpekčných prevíjacích systémov videnia využíva algoritmy hlbokého učenia trénované na veľkých knižniciach obrázkov defektov na rozpoznanie a klasifikáciu defektov s presnosťou, s ktorou sa systémy videnia založené na pravidlách nedokážu vyrovnať. Modely hlbokého učenia sa učia rozlišovať skutočné defekty od variácií textúry prírodného materiálu – pretrvávajúci problém konvenčných systémov založených na prahových hodnotách, ktoré spôsobujú vysokú frekvenciu falošne pozitívnych výsledkov a zbytočné zastavenia stroja. Systémy poháňané umelou inteligenciou neustále zdokonaľujú presnosť svojej klasifikácie, keďže spracúvajú viac materiálu, a dokážu spracovať viacero kategórií defektov súčasne. Kontrolné prevíjače s podporou internetu vecí sa pripájajú ku cloudovým analytickým platformám, ktoré agregujú údaje o chybách naprieč viacerými strojmi a zariadeniami, čo umožňuje výrobným inžinierom identifikovať systematické zdroje chýb – konkrétnu poťahovaciu matricu, opakujúci sa problém s lisom – z údajov o vzore a nie zo záznamov jednotlivých kotúčov.
| Typ inšpekcie | Typická rýchlosť | Miera detekcie | Najlepšie pre |
|---|---|---|---|
| Manuálny operátor | Až 60 m/min | 60 – 70 % | Nízkoobjemové, základná kontrola kvality, operácie na základnej úrovni |
| Systém kamerového videnia | Až 600 m/min | 95 – 99 % | Etikety, fólie, obaly – regulované odvetvia |
| Vision poháňaný AI | 1000 m/min | 99,5 % | Pharma, bezpečnostná tlač, vysokorýchlostná konverzia filmu |
Odvetvia a materiály, kde sa používajú kontrolné navíjačky
Kontrolné prevíjacie stroje sa objavujú v rôznych bodoch výrobného reťazca v závislosti od odvetvia, ale majú spoločnú úlohu: zachytávanie defektov predtým, ako sa materiál presunie do ďalšej, nákladnejšej fázy spracovania.
Tlač a konverzia štítkov
Navíjačky na kontrolu štítkov patria medzi najšpecializovanejšie konfigurácie na trhu. Po vytlačení sa štítky previnú a skontrolujú na chyby sútlače tlače, farebné odchýlky, chýbajúci text, chyby laku a zarovnanie vysekávaním. Kontrola farmaceutických štítkov je obzvlášť náročná, pretože sériové kódy, dátumy exspirácie a informácie o dávkovaní musia byť 100% čitateľné a presné. Obojsmerné kontrolné navíjače – stroje, ktoré dokážu prevíjať oboma smermi – umožňujú operátorom zálohovať sieť a znova preskúmať označený štítok, potvrdiť chybu a presne ho umiestniť na opravárenský stôl pred opätovným spustením. Možnosť nastavenia orientácie prevíjania (štítkovanie alebo vytlačenie štítku) je praktickou funkciou, ktorá určuje, ako sa hotová rolka podáva do následného štítkovacieho stroja.
Flexibilné baliace fólie
PET, BOPP a PE fólie používané vo flexibilných obaloch sú kontrolované po rozrezaní z veľkých kotúčov na hotové zákaznícke kotúče. Kontrolný navíjač v tejto fáze skontroluje dierky, gély, rybie oká, pruhy povlaku a chyby laminácie. Navíjačky na kontrolu fólie zvyčajne bežia pri vysokej rýchlosti – 200 až 600 metrov za minútu – a vyžadujú si vysoko presné riadenie napätia, pretože materiály fólie sú citlivé na zmeny napätia a môžu sa ľahko vytvoriť pokrčenie alebo natiahnutie, ktoré pretrváva v hotovej rolke. INSPECT-V a podobné navíjačky na kontrolu kotúčov po rozrezaní sú špeciálne navrhnuté pre túto aplikáciu, pričom sa venuje osobitná pozornosť kvalite výroby kotúčov a schopnosti manipulovať s hotovými kotúčmi v rôznych šírkach a priemeroch.
Textilné a netkané textílie
Prevíjacie stroje na kontrolu tkanín sú štandardným vybavením textilných závodov. Po tkaní, pletení, farbení alebo konečnej úprave prechádzajú rolky látky cez kontrolný navíjač, kde sa materiál rozloží naplocho na široký kontrolný stôl – zvyčajne široký 1,8 až 3,2 metra pre tkané látky – a skúma sa na chyby tkania, diery, vypadnuté stehy, zafarbenie a variácie odtieňov. Stroj odmeria látku a vytlačí správu o umiestnení defektu, ktorá prechádza s kotúčom cez následné rezanie a výrobu odevov. Stroje na prevíjanie látok základnej úrovne – dostupné od približne 600 do 900 USD pre základné modely – slúžia menším textilným prevádzkam; špičkové stroje s automatizovanými systémami videnia slúžia vo veľkých mlynských operáciách, kde manuálna kontrola nedokáže udržať krok s rýchlosťou výroby.
Papier a lepenka
Operácie spracovania papiera používajú kontrolné prevíjače po nanesení, tlači alebo laminovaní na kontrolu defektov povlaku, stôp po kalandrovaní, povrchovej kontaminácie a pokrčenia spôsobeného vlhkosťou pred odoslaním kotúčov spracovateľom obalov alebo koncovým používateľom. Kotúče termálneho papiera pre aplikácie v mieste predaja vyžadujú bezchybné navíjanie, pretože medzera v tepelnom povlaku vytvára na vytlačenom účtenke blank – viditeľná a komerčne neprijateľná chyba. Inšpekčné navíjačky Jumbo kotúčov pre papier a lepenku zvládajú ťažké kotúče, ktoré často vyžadujú robustnú konštrukciu rámu a vysokokapacitné systémy na manipuláciu s jadrom, aby bezpečne zvládli hmotnosť veľkých kotúčov papiera.
Farmaceutické a lekárske obaly
Sektor farmaceutických a zdravotníckych pomôcok kladie najprísnejšie kvalitatívne požiadavky na akýkoľvek materiál, ktorý je súčasťou primárneho alebo sekundárneho obalu. Kontrolné prevíjačky v tomto segmente musia spĺňať normy GMP (Good Manufacturing Practice), udržiavať kompletné záznamy o sledovateľnosti pre každú spracovanú rolku a musia sa integrovať so systémom serializácie a sledovania a sledovania. Systémy kontroly zraku vo farmaceutických prevíjačkách sú validované pre špecifické typy defektov, ktoré sú dôležité pre bezpečnosť pacienta – čitateľnosť tlače, integrita bariérových náterov, neprítomnosť kontaminácie časticami – a validačná dokumentácia sa uchováva ako súčasť záznamov o riadení kvality zariadenia.
Prevíjač vs. Slitter Rewinder: Výber správneho typu stroja
Kupujúci, ktorí sú noví na trhu zariadení na úpravu webu, niekedy spájajú inšpekčné navíjačky s prevíjacími strojmi s rezačkou, ale tieto dva stroje slúžia rôznym primárnym funkciám a výber nesprávneho typu spôsobuje značné problémy v smere výroby.
A navíjač (alebo kontrolný prevíjač) odoberie kotúč materiálu v hotovej šírke a previnie ho – s kontrolou alebo bez nej – bez zmeny šírky pásu. Je to správna voľba, keď je materiál už narezaný na hotovú šírku a úlohou je kontrola kvality, výroba rolky na špecifikovaný priemer alebo dĺžku alebo preformátovanie na inú veľkosť jadra.
A navíjač rezačky vezme široký základný kotúč a rozreže ho pozdĺžne na niekoľko užších kotúčov súčasne pomocou kruhových alebo žiletiek, potom previnie narezané pásy na jednotlivé hotové kotúče. Rezačky sú hlavným strojom na konverziu jadra v operáciách na konverziu štítkov, fólií a fólií a mnohé modely obsahujú inline kontrolu. Kontrolná funkcia na rezacom navíjači je však zvyčajne menej schopná ako na jednoúčelovom kontrolnom navíjacom zariadení, pretože stroj sa súčasne optimalizuje na presnosť rezania, riadenie napätia vo viacerých dráhach a kvalitu vytvárania rolovania cez niekoľko navíjacích hriadeľov.
Pre aplikácie vyžadujúce dôslednú 100% detekciu defektov v konečnej šírke – farmaceutické etikety, bezpečnostné fólie, lekárske obaly – je správnou konfiguráciou vyhradený kontrolný navíjač po rozrezaní, aj keď samotný navíjač rezačiek má kamery. Kontrolný prevíjač po rozrezaní skúma presný hotový kotúč, ktorý sa dostane k zákazníkovi, v konečnej šírke a priemere, za podmienok optimalizovaných pre kontrolu a nie optimalizovaných pre výkon rezania.
Kľúčové špecifikácie na posúdenie pred kúpou
Inšpekčné prevíjacie stroje sa pohybujú od stolov na ručnú kontrolu tkanín pod 1 000 USD až po vysokorýchlostné navíjačky filmu vybavené vysokorýchlostným videním v hodnote 70 000 USD. Cenové rozpätie odráža skutočné rozdiely v technickej kvalite, schopnostiach a materiáloch, ktoré každý stroj dokáže spoľahlivo spracovať. Spracovanie nasledujúcich špecifikácií pred hodnotením modelov zaistí, že užší zoznam obsahuje stroje, ktoré skutočne dokážu robiť to, čo aplikácia vyžaduje.
- Maximálna šírka webu: Stroj musí pojať najširší kotúč z vášho sortimentu. Zadajte maximálnu šírku, ktorú momentálne spracovávate, a maximálnu šírku, ktorú môžete spracovať v nasledujúcich troch až piatich rokoch, pretože rozšírenie šírky pásu zvyčajne vyžaduje nový rám stroja.
- Maximálny priemer kotúča a hmotnosť kotúča: Odvíjacie a prevíjacie stanice majú menovité maximálne priemery kotúčov a hmotnostné limity. Prekročenie hmotnostného limitu spôsobuje poruchy ložiska tŕňa a problémy s namáhaním rámu. Overte obe špecifikácie podľa vášho najťažšieho predpokladaného kotúča.
- Rozsah prevádzkových rýchlostí: Stroj musí dosiahnuť rýchlosť, pri ktorej bude možné váš materiál efektívne kontrolovať a správne navíjať. Pre manuálnu kontrolu je to zvyčajne 30 až 60 m/min. Pri kamerových systémoch potvrďte, že rozlíšenie kamery kamerového systému a rýchlosť spracovania obrazu sú prispôsobené rýchlosti linky – kamerový systém dimenzovaný na 300 m/min nedokáže spoľahlivo odhaliť jemné chyby pri 500 m/min.
- Kompatibilita priemeru jadra: Uistite sa, že tŕne stroja zodpovedajú vašim štandardným priemerom jadra (bežné sú 1 palec, 3 palce, 6 palcov, ale špeciálne produkty často používajú neštandardné jadrá). Stroje s vymeniteľnými tŕňovými objímkami alebo dizajnom vzduchového hriadeľa zvládajú viaceré veľkosti jadra bez dodatočného náradia.
- Rozsah a presnosť regulácie napätia: Pre jemné fólie – tenké PET, metalizované fólie, rozťažný PE – špecifikujte minimálne napätie, pri ktorom môže stroj spoľahlivo bežať bez previsu. Pri ťažkých látkach alebo doskách skontrolujte maximálnu kapacitu napnutia. Stroje so servomotorovými pohonmi a spätnou väzbou snímača zaťaženia sú správnou voľbou pre materiály citlivé na napätie.
- Kompatibilita systému videnia a dodávateľ: Ak požadujete kamerovú kontrolu, potvrďte, či je systém videnia majetkom výrobcu stroja alebo od nezávislého špecializovaného dodávateľa. Nezávislí dodávatelia (AVT, BST, Nikka atď.) vám poskytujú väčšiu flexibilitu v oblasti služieb, upgradov a dokumentácie o zhode. Potvrďte tiež, či je inšpekčný systém validovaný alebo certifikovaný pre vaše regulačné prostredie (GMP, ISO atď.).
- Obojsmerné prevíjanie: Pri kontrole štítkov a akejkoľvek aplikácii, kde je lokalizácia defektu a oprava súčasťou pracovného toku, je obojsmerné prevíjanie – schopnosť spustiť web v oboch smeroch – praktickou požiadavkou, ktorá operátorom umožňuje zálohovať na označený defekt bez fyzického manuálneho obracania kotúča.
- Bezpečnostné normy a certifikácie: Stroje dodávané na európske trhy musia mať certifikát CE. Kupujúci v USA by mali potvrdiť súlad s UL alebo NFPA 79 pre elektrické systémy. Stroje vyhovujúce GMP pre farmaceutické aplikácie vyžadujú dokumentáciu materiálových špecifikácií pre všetky povrchy, ktoré prichádzajú do styku s produktom, a schopnosť podporovať overovacie protokoly IQ/OQ/PQ (inštalačná, prevádzková a výkonnostná kvalifikácia).
Faktory údržby, ktoré ovplyvňujú dlhodobý výkon
Kontrolný prevíjač je presný stroj. Jeho schopnosť produkovať konzistentné kotúče bez defektov počas rokov výroby závisí rovnako od disciplíny údržby ako od počiatočnej kvality výroby. Nasledujú oblasti kritické pre údržbu, ktoré je potrebné pred kúpou riešiť s ktorýmkoľvek dodávateľom.
Stav a čistenie valčeka
Každý valec v dráhe pásu – vodiace valčeky, ťažné valčeky, prítlačné valčeky, valčeky kontrolného stola – musí byť udržiavaný čistý, okrúhly a bez poškodenia povrchu. Zárez alebo plochá škvrna na ťažnom valci vytlačí materiál pri každej otáčke, čím sa vytvorí opakujúci sa vzor defektu, ktorý môže kontaminovať celú výrobnú sériu skôr, ako sa identifikuje príčina. Povrchy valcov, ktoré sú v kontakte s lepiacimi materiálmi (etikety, lepiace fólie), vyžadujú pravidelné čistenie rozpúšťadlami, aby sa predišlo nahromadeniu lepidla, ktoré mení priemer valca a narúša konzistenciu napätia. Valčeky by sa mali pravidelne kontrolovať na hádzanie (excentricitu) pomocou číselníka; nadmerné hádzanie spôsobuje pulzácie napätia, ktoré spôsobujú periodické zmeny kvality vinutia.
Kalibrácia riadenia napätia
Snímače zaťaženia a snímače napätia sa časom posúvajú a na udržanie presnosti vyžadujú pravidelnú kalibráciu podľa známych referenčných závaží. Systém riadenia napätia, ktorý sa odklonil dokonca o 5 % oproti svojmu kalibrovanému stavu, môže spôsobiť značné problémy s kvalitou navíjania na citlivých materiáloch ešte predtým, než sa posun zaznamená. Servopohony vyžadujú overenie firmvéru a parametrov po akejkoľvek aktualizácii softvéru alebo výmene pohonu a odozva na napätie v uzavretej slučke by sa mala overiť skúšobnou prevádzkou na známom materiáli pred vrátením stroja do výroby.
Údržba systému zraku
V šošovkách fotoaparátov, osvetľovacích pruhoch a oknách snímačov sa hromadia častice prachu a materiálu, ktoré zhoršujú kvalitu obrazu a zvyšujú mieru falošne pozitívnych výsledkov detekcie defektov. Plány čistenia optiky systému videnia by mali byť súčasťou každodennej rutiny alebo zmeny zmeny. Intenzita svetelnej lišty sa počas prevádzkových hodín znižuje – väčšina výrobcov špecifikuje interval kontroly osvetlenia a plán výmeny lampy. Systémy poháňané umelou inteligenciou by mali mať výkon svojho modelu pravidelne overovaný oproti vzorkám známych defektov, aby sa potvrdilo, že presnosť klasifikácie sa neznížila so zmenou výrobných podmienok.
Kategórie produktov
Odporúčané novinky

Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie