 Angličtina
Angličtina 中文简体
中文简体Ako vlastne funguje hĺbkotlačový stroj na dokončovacie materiály na báze dreva (a prečo na tom záleží)
Čo má hĺbkotlač spoločné s panelmi na báze dreva
Vstúpte do ktorejkoľvek predajne nábytku alebo predajcu podláh a pozorne si pozrite kresby dreva na MDF doskách, laminátových podlahových doskách alebo paneloch s melamínovým povrchom. Je pravdepodobné, že tieto hyperrealistické textúry - jemné zrnité línie, detaily uzlov a farebné prechody - boli vytlačené pomocou hĺbkotlačového stroja. Spojenie medzi procesom priemyselnej tlače a nábytkárskym priemyslom nie je hneď zrejmé, ale je to jeden z najdôležitejších vzťahov v modernej výrobe panelov.
Hĺbkotlač – tiež známa ako rotačná hĺbkotlač alebo hĺbkotlač – prenáša atrament z vyrytých priehlbín na rotujúcom valci priamo na substrát. Pre materiály na konečnú úpravu panelov na báze dreva je substrátom typicky dekoratívny základný papier alebo fólia s priamou potlačou, ktorá sa neskôr laminuje, lisuje alebo spája s jadrom panelu, ako je MDF, drevotriesková doska alebo preglejka. Výsledkom je povrch, ktorý dokáže presvedčivo napodobňovať drevo, kameň, textil alebo abstraktné vzory na takej úrovni detailov a opakovateľnosti, akú nedosahuje žiadna iná metóda tlače v priemyselnom meradle.
Hlavné komponenty hĺbkotlačového stroja na dokončovanie panelov
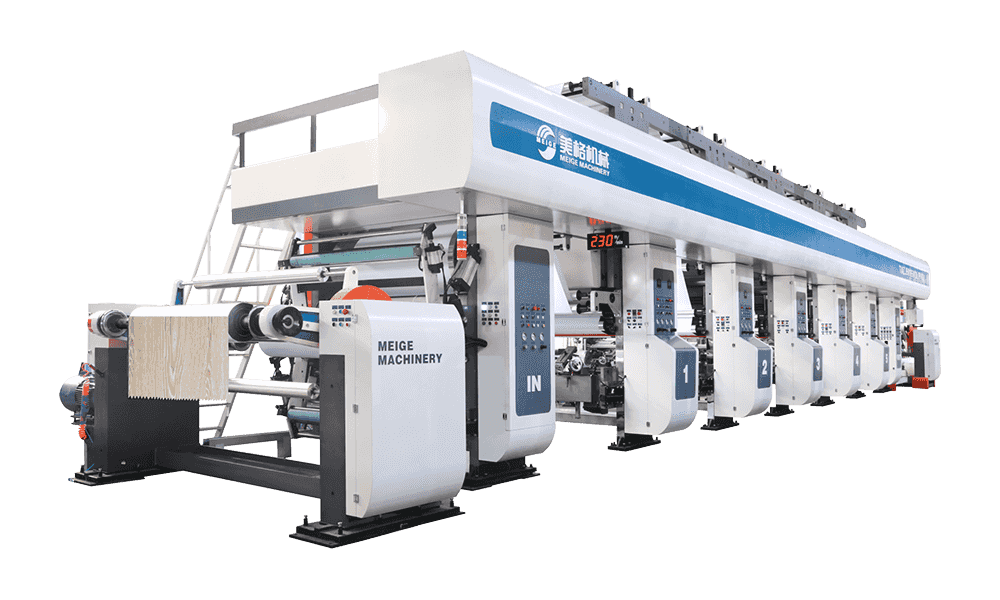
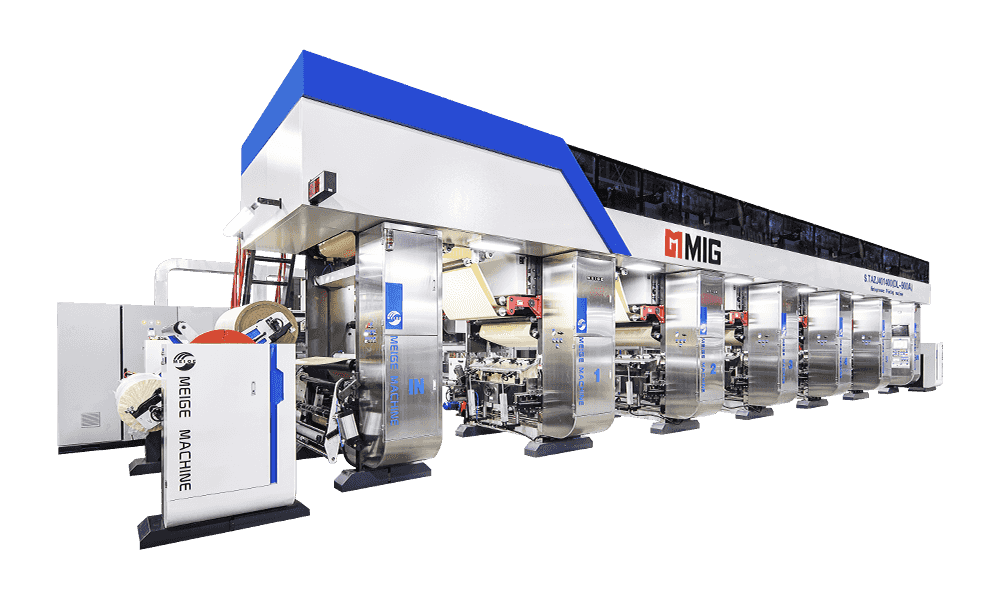
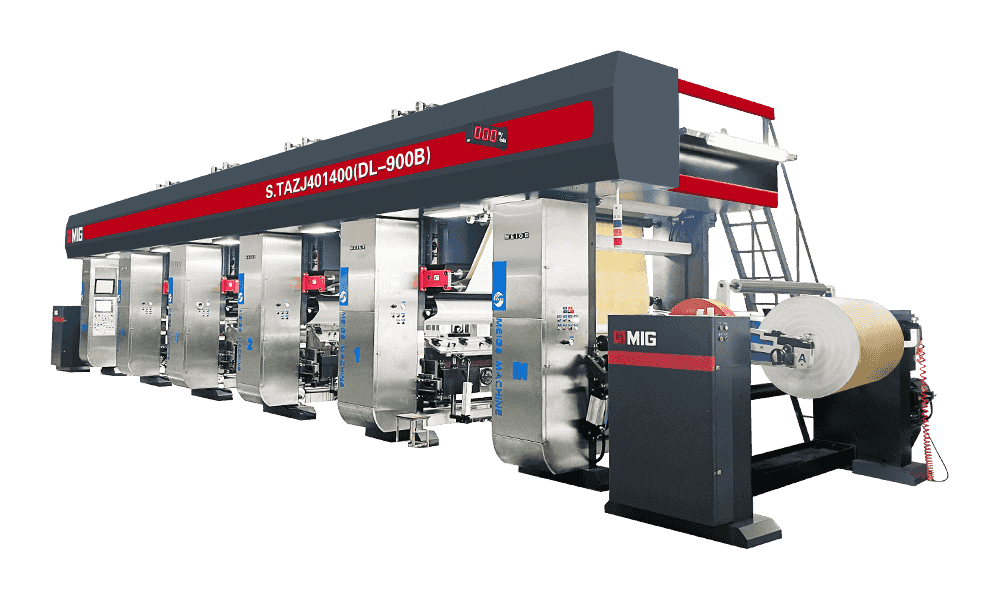
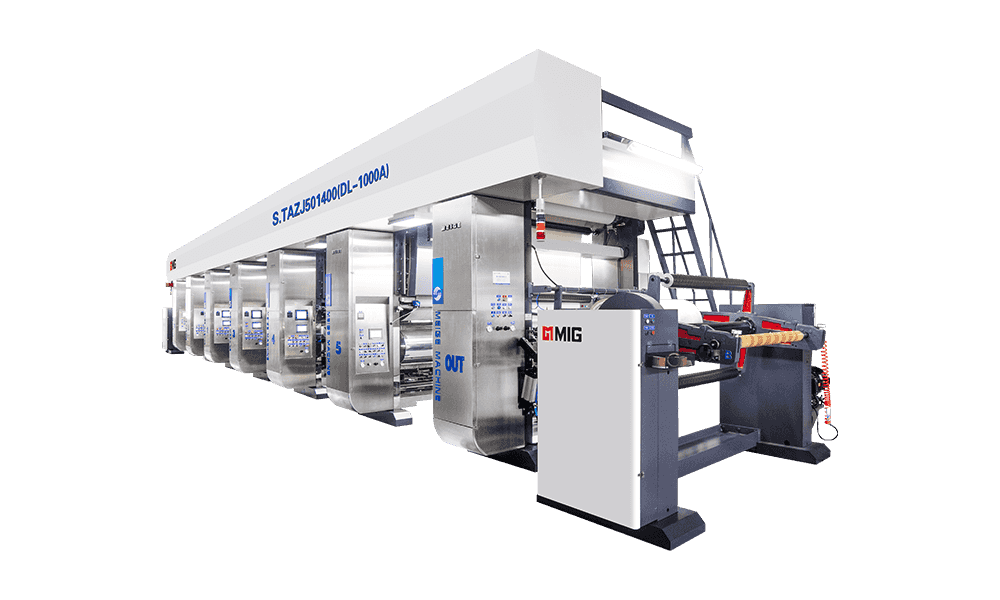
A rotačný hĺbkotlačový stroj na dokončovacie materiály na báze dreva je vysoko špecializovaným zariadením. Pochopenie jeho kľúčových komponentov pomáha objasniť, čo robí dobre a kde sú jeho obmedzenia.
Hĺbkotlačový valec
Hĺbkotlačový valec je srdcom celého stroja. Je to oceľový alebo medený valček s miliónmi drobných buniek – mikroskopických vybraní – vyrytých do jeho povrchu. Každá bunka obsahuje určitý objem atramentu. Keď sa valec otáča proti substrátu, atrament sa prenáša z týchto buniek a vytvára celý obraz vrstvu po vrstve, keď pás prechádza viacerými tlačovými jednotkami. Pre dekoratívne aplikácie drevených panelov sú valce vyryté vernými vzormi dreva, kameňa alebo textilu, ktoré často pochádzajú z trojrozmerných skenov skutočných prírodných materiálov. Hĺbka a geometria každej bunky určuje hustotu farieb a tonálnu gradáciu.
Doktor Blade
Natieracia čepeľ je namontovaná tesne pred bodom odtlačku tenký oceľový alebo plastový pásik, ktorý zoškrabuje prebytočný atrament z plochého povrchu valca, pričom atrament zostáva iba vo vnútri vyrytých buniek. Presnosť čepele – jej uhol, tlak a materiál – priamo ovplyvňuje ostrosť tlače a spotrebu atramentu. Opotrebované alebo nesprávne zarovnané stieracie čepele sú jedným z najčastejších zdrojov chýb tlače, ako sú pruhy, tonálna nekonzistentnosť alebo rozmazanie atramentu po substráte.
Impresný valec
Otlačovací valec je valec potiahnutý gumou, ktorý počas prenosu farby pevne pritláča substrát k hĺbkotlačovému valcu. Tlak v štrbine medzi týmito dvoma valcami musí byť presne kontrolovaný. Príliš malý tlak má za následok neúplný prenos atramentu a chýbajúce tónové detaily; príliš veľký tlak spôsobuje natiahnutie substrátu, deformáciu jemných vzorov alebo fyzické poškodenie, čo je obzvlášť dôležité pri tlači na tenké dekoratívne papiere používané pri dokončovaní panelov.
Systém dodávky a cirkulácie atramentu
Hĺbkotlač používa atramenty s nízkou viskozitou na báze rozpúšťadla alebo vody dodávané nepretržite do žľabu, v ktorom je spodná časť hĺbkotlačového valca ponorená alebo zaplavená. Atramenty používané pre materiály na konečnú úpravu panelov na báze dreva musia spĺňať špecifické požiadavky: musia sa dobre spájať so základným papierom alebo fóliou, musia zostať stabilné počas procesu laminácie a lisovania a produkovať farby, ktoré zodpovedajú schváleným štandardom dizajnu pri extrémne dlhých výtlačkoch, ktoré sa často merajú v desiatkach tisíc lineárnych metrov na úlohu.
Sušiace jednotky
Medzi každou tlačovou stanicou, teplovzdušnými sušiacimi tunelmi alebo infračervenými sušičmi sa pred nanesením ďalšej farebnej vrstvy odparí rozpúšťadlo atramentu. Nedostatočné zaschnutie spôsobuje miešanie farieb, vytláčanie atramentu a zablokovanie navíjacej rolky. V prípade atramentov na báze rozpúšťadiel sú sušiace jednotky tiež integrované so systémami na regeneráciu rozpúšťadiel, ktoré zachytávajú a recyklujú odparené rozpúšťadlá – v záujme ochrany životného prostredia a zníženia nákladov na materiál.
Ako funguje proces viacfarebnej tlače na dekoratívnych panelových substrátoch
Väčšina hĺbkotlačových strojov na povrchovú úpravu dosiek na báze dreva funguje ako viacjednotkové inline systémy. Rolka základného substrátu – zvyčajne 80 – 120 g/m2 dekoračného papiera impregnovaného melamínovou živicou alebo PVC/PET fólia – sa privádza do prvej tlačovej jednotky, kde sa nanáša prvá farebná vrstva. Pás potom prechádza sušiacim tunelom pred vstupom do druhej jednotky a tak ďalej cez šesť až desať tlačových staníc.
Pre realistický vzor kresby dreva môže typická tlačová sekvencia zahŕňať základný náter pre celkovú základnú farbu, po ktorom nasledujú samostatné prechody pre teplé tóny, tmavšie línie kresby, zvýraznené akcenty a konečnú vrstvu registračnej značky na zarovnanie prekrytia textúry. Každý valec musí byť v takmer dokonalej registrácii – to znamená, že obrazové prvky z každej tlačovej jednotky musia byť zarovnané presne s presnosťou na zlomok milimetra. Moderné stroje používajú optické senzory a servopohonné ovládacie prvky registrov na automatické udržiavanie tohto zarovnania pri rýchlostiach často presahujúcich 200 metrov za minútu.
Substráty kompatibilné s hĺbkotlačou pri dokončovaní panelov
Škála substrátov, s ktorými hĺbkotlačové stroje manipulujú v priemysle povrchovej úpravy drevených panelov, je širšia, než mnohí predpokladajú. Každý materiál má iné povrchové vlastnosti, úrovne pórovitosti a charakteristiky napätia, ktoré ovplyvňujú, ako prechádza strojom a ako dobre prijíma atrament.
| Typ substrátu | Typická hmotnosť / hrúbka | Bežné konečné použitie | Atramentový systém |
| Dekoratívny podkladový papier | 70-120 g/m2 | Melamínový laminát, HPL | Na báze rozpúšťadla alebo vody |
| Vopred impregnovaný papier (predimpregnovaný) | 80 – 140 g/m2 | Laminátové podlahy s priamym lisovaním | Na báze rozpúšťadla |
| PVC fólia | 0,08–0,20 mm | Nábytková fólia, obloženie plášťa dverí | Na báze rozpúšťadla |
| PET film | 0,05–0,15 mm | Prekrytie panela s vysokým leskom | UV alebo na báze rozpúšťadiel |
| CPP / OPP fólie | 0,02–0,06 mm | Ochranná prekryvná fólia na panely | Na vodnej báze |
Každý z týchto substrátov vyžaduje špecifické konfigurácie stroja. Papierové substráty sú relatívne zhovievavé, pokiaľ ide o kontrolu napätia, ale absorbujú atrament odlišne v závislosti od ich stavu impregnácie. Plastové fólie vyžadujú pred tlačou korónovú úpravu alebo základný náter, aby sa zlepšila priľnavosť atramentu, a vyžadujú presnú kontrolu napätia v celej dráhe pásu, aby sa zabránilo rozťahovaniu alebo pokrčeniu, ktoré by zničilo registráciu vzoru.
Metódy valcového gravírovania a ich vplyv na kvalitu tlače
Kvalita povrchu dreveného panelu s hĺbkotlačou je len taká dobrá, ako dobrý je valec, z ktorého bol vytlačený. V modernej výrobe valcov na dekoratívnu panelovú tlač sa používajú dve hlavné metódy gravírovania:
Elektromechanické gravírovanie (EME)
Elektromechanické gravírovanie využíva hrot s diamantovým hrotom, ktorý osciluje pri vysokej frekvencii na rezanie buniek priamo do medeného povrchu valca. Hĺbka a šírka každej bunky je riadená amplitúdou signálu, ktorá je odvodená z digitálneho obrazového súboru. EME je rýchly, presný a vytvára konzistentnú geometriu buniek v celom valci. V prípade vzorov kresby dreva, ktoré si vyžadujú bohatú tonálnu gradáciu a reprodukciu jemných línií – ako sú jemné farebné posuny v štruktúre dubu alebo orecha – poskytujú valce EME vynikajúce výsledky. Po gravírovaní sú valce zvyčajne pochrómované kvôli tvrdosti a odolnosti, čím sa predlžuje ich životnosť na mnoho miliónov výtlačkov.
Laserové gravírovanie
Laserové gravírovacie systémy odoberajú materiál z povrchu valca pomocou sústredeného vysokoenergetického lúča, buď priamo na medený alebo na zinkový či keramický povlak. Laserová technológia umožňuje tvary a geometrie buniek, ktoré nie sú možné s mechanickým dotykovým perom – vrátane buniek s premenlivým uhlom, ktoré zlepšujú uvoľňovanie atramentu a znižujú prírastok bodov. Pre extrémne jemné textúry, ako sú tkaniny alebo vzory pórov kameňa používané v aplikáciách priľahlých k dreveným panelom, môžu laserom gravírované valce dosiahnuť rozlíšenie presahujúce 80 riadkov na centimeter, čím sa vytvárajú detaily, ktoré konkurujú fotografickej reprodukcii.

Kľúčové špecifikácie stroja na posúdenie pri nákupe
Výber správneho stroja na hĺbkotlač pre operáciu dokončovania panelov na báze dreva si vyžaduje pochopenie toho, ktoré technické špecifikácie sú pre danú aplikáciu skutočne dôležité, a nie byť ovplyvnený všeobecnými metrikami tlačiarenského priemyslu, ktoré sa nemusia priamo premietnuť do výroby dekoratívnych panelov.
- Šírka tlače: Štandardné kotúče dekoratívneho papiera na konečnú úpravu panelov majú zvyčajne šírku 1 250 mm až 2 100 mm. Maximálna šírka tlače vášho zariadenia sa musí prispôsobiť najširšiemu formátu substrátu vo vašom produktovom rade, pretože zmena veľkosti valca je nákladná a časovo náročná.
- Počet tlačových jednotiek: Viac tlačových staníc znamená viac dostupných farieb a zložitosť dizajnu. Väčšina vzorov dreva vyžaduje minimálne štyri jednotky; zložité kamenné alebo textilné vzory často používajú šesť alebo viac. Stroje s modulárnou architektúrou umožňujú pridávanie jednotiek neskôr, keď rastú výrobné požiadavky.
- Maximálna rýchlosť tlače: Vysokovýkonné hĺbkotlačové stroje pre aplikácie dekoratívnych panelov pracujú rýchlosťou 150 až 400 metrov za minútu. Vyššia rýchlosť zvyšuje výkon, ale vyžaduje rýchlejšie schnúce atramenty, výkonnejšie sušičky a prísnejšie systémy kontroly registrov. Vyhodnoťte svoju skutočnú priemernú dĺžku úlohy a frekvenciu výmeny – hrubá rýchlosť nemá zmysel, ak meníte valce každých 3 000 metrov.
- Riadiaci systém registra: Hľadajte servoriadenú korekciu registra s automatickými optickými registračnými senzormi, ktoré dokážu zachovať presnosť ±0,1 mm pri plnej rýchlosti výroby. Zlá sútlač je hlavnou príčinou nesprávneho zarovnania vzoru vo viacfarebných výtlačkoch s kresbou dreva.
- Architektúra riadenia napätia: Konzistentné napätie pásu v celej dráhe tlače je rozhodujúce pre papierové aj filmové substráty. Stroje by mali ponúkať nezávislé ovládanie zóny napätia od odvíjania cez všetky tlačové jednotky až po spätné navíjanie so spätnoväzbovými systémami záťažových buniek, a nie jednoduchými usporiadaniami tanečnice.
- Kapacita sušiaceho systému: Kapacita sušiča musí zodpovedať maximálnej rýchlosti tlače a zaťaženiu vyparovaním používaných atramentov. Sušičky s nízkym výkonom sú prekážkou, ktorá núti operátorov znižovať rýchlosť, čím sa znižuje nominálny výkon stroja. Účinnosť regenerácie rozpúšťadiel je tiež dôležitým faktorom nákladov a dodržiavania predpisov.
- Systém plnenia a výmeny valcov: Pri prevádzke dekoratívnych panelov s vysokou rozmanitosťou dochádza často k výmene valcov. Stroje s vozíkmi namontovanými na koľajniciach, predregistračnými systémami a rýchlospojiteľnými armatúrami na zásobovanie atramentom skracujú čas výmeny z hodín na menej ako 30 minút na dobre navrhnutých zariadeniach.
Úvahy o zložení atramentu pre aplikácie na konečnú úpravu drevených panelov
Atramenty používané pri hĺbkotlači na konečnú úpravu panelov na báze dreva nie sú štandardnými tlačiarenskými farbami – musia prežiť následné procesy laminácie, lisovania a povrchovej úpravy, ktoré premieňajú potlačený papier alebo fóliu na hotový povrch panelu. To kladie jedinečné nároky na chémiu atramentu.
V prípade laminátov lisovaných melamínom musia atramenty odolávať vysokým teplotám a tlakom lisu s krátkym cyklom – zvyčajne 180–210 °C a 25–40 barov. Atramenty, ktoré obsahujú zložky, ktoré sa za týchto podmienok rozkladajú alebo vytekajú, spôsobia posun farieb alebo povrchovú kontamináciu hotového panelu. Väčšina dodávateľov ponúka tlačiarensky stabilné hĺbkotlačové farby špeciálne formulované pre aplikácie melamínových laminátov, s pigmentmi a spojivami vybranými pre tepelnú stabilitu.
Pri aplikáciách PVC fólií, ktoré sa používajú pri balení nábytku a výrobe plášťov dverí, prechádza potlačená fólia procesom vákuového tvarovania alebo lisovania membrány za tepla. Atramenty musia zostať flexibilné a nie krehké, pretože krehké atramentové filmy počas procesu tvarovania praskajú a vytvárajú viditeľné chyby na ohyboch a okrajoch. Migrácia zmäkčovadla z PVC substrátu do vrstvy atramentu je ďalším problémom dlhodobej stability, ktorý je potrebné riešiť prostredníctvom formulácie atramentu.
Bežné chyby tlače pri hĺbkotlači drevených panelov a ako im predchádzať
Aj pri dobre udržiavanom zariadení a kvalitných materiáloch je hĺbkotlač pre povrchy dekoratívnych panelov náchylná na špecifický súbor opakujúcich sa chýb. Pochopenie ich základných príčin je prvým krokom k systematickej prevencii.
Chýbajúce bodky (preskočiť)
Preskočenie nastane, keď sa atrament nedokáže preniesť z vyrytých buniek na substrát, čím sa na vytlačenom obrázku vytvoria malé biele škvrny. Najčastejšími príčinami sú príliš vysoká viskozita atramentu, nedostatočný tlak na tlač, znečistenie stierky alebo povrch substrátu, ktorý je príliš hladký na to, aby sa uvoľnilo primerané kapilárne uvoľňovanie atramentu. Monitorovanie viskozity atramentu v reálnom čase a udržiavanie čistých stieracích čepelí pomocou pravidelných plánov výmeny čepelí výrazne znižuje frekvenciu preskakovania.
Doktor Blade Streaks
Pruhy prebiehajúce v smere stroja sú spôsobené časticami zachytenými medzi stierkou a povrchom valca, čím sa vytvára kanál, ktorý umožňuje atramentu obchádzať čepeľ. Znečistený atrament, tvrdé cudzie častice z opotrebovania valca alebo poškodené ostrie čepele, to všetko môže spôsobiť túto chybu. Používanie systémov dodávania filtrovaného atramentu a kontrola stieracích čepelí pred každou úlohou sú štandardné preventívne opatrenia.
Chybná registrácia vzoru
Keď sa farebné vrstvy z viacerých tlačových jednotiek nezarovnajú, jemné detaily v dreve sa zdajú byť rozmazané alebo zdvojené. Nesprávna registrácia je najčastejšie spôsobená kolísaním napätia pásu, tepelnou rozťažnosťou substrátov v prostredí s nedostatočným riadením sušiarní alebo registračnými servosystémami, ktoré pomaly korigujú poruchy. Udržiavanie stabilných teplôt sušiča a zabezpečenie správneho kalibrovania systému riadenia napätia pre používaný substrát rieši väčšinu problémov s registráciou.
Ink Setoff and Blocking
K odsadeniu dochádza, keď sa mokrý alebo nedostatočne zaschnutý atrament prenesie z potlačenej strany pásu na rubovú stranu vrstvy nad ním na prevíjacom kotúči a poškodí oba povrchy. Táto chyba je takmer vždy spôsobená prevádzkou pri rýchlostiach, ktoré prekračujú kapacitu vyparovania sušiča pre aktuálnu kombináciu atramentu a substrátu. Zníženie rýchlosti alebo zvýšenie teploty sušiča (v medziach tolerancie substrátu) rieši okamžitý problém; dlhodobé riešenia zahŕňajú zvýšenie kapacity sušiča alebo prechod na rýchlejšie schnúce zloženie atramentu.
Ako sa hĺbkotlač porovnáva s inými technológiami tlače na povrchovú úpravu
Hĺbkotlač nie je jedinou dostupnou technológiou na výrobu dekoratívnych povrchov pre panely na báze dreva a stojí za to pochopiť, kde sa nachádza v porovnaní s alternatívami, skôr než sa rozhodnete o kapitálových investíciách.
| Technológia | Kvalita tlače | Dĺžka chodu | Cena nastavenia | Najlepšie pre |
| Rotačná hĺbkotlač | Výborne | Veľmi dlhé (50 000 m) | Vysoká (cena valca) | Veľkoobjemové štandardné dekory |
| Flexografický | Dobre | Stredne dlhé | Stredná | Jednofarebné, jednoduché vzory |
| Digitálna atramentová tlačiareň | velmi dobre | Krátka – Stredná | Nízka (žiadne valce) | Vlastné dekory, krátke série |
| Ofsetová litografia | Výborne | Stredná | Stredná | Zriedkavo používaný pri dokončovaní panelov |
Neporovnateľnou výhodou hĺbkotlače pre veľkoobjemovú dekoráciu drevených panelov je jej konzistencia pri extrémne dlhých sériách a jej schopnosť reprodukovať jemné tónové prechody v textúrach dreva a kameňa lepšie ako akýkoľvek konkurenčný analógový proces. Jeho primárna nevýhoda – vysoké náklady na prípravu valca – ho robí ekonomicky nevhodným pre krátke jazdy alebo časté zmeny konštrukcie. Mnoho väčších výrobcov v súčasnosti prevádzkuje linky hĺbkotlače pre svoj hlavný katalóg veľkoobjemových dekorácií a linky digitálnych atramentových tlačiarní pre krátkodobé zákazkové objednávky, pričom využívajú oba prístupy.
Postupy údržby, ktoré chránia dlhodobý výkon stroja
Hĺbkotlačový stroj na konečnú úpravu dosiek na báze dreva predstavuje veľkú kapitálovú investíciu – zvyčajne v rozsahu od 500 000 EUR do niekoľkých miliónov EUR v závislosti od šírky, rýchlosti a konfigurácie. Ochrana tejto investície prostredníctvom disciplinovanej údržby priamo ovplyvňuje prevádzkovú dobu aj kvalitu tlače počas prevádzkovej životnosti stroja.
- Harmonogram výmeny čepelí: Čepele by sa mali meniť podľa pevného harmonogramu – zvyčajne pri každej zmene alebo pri každej výmene kotúča pri vysokorýchlostnej výrobe – namiesto čakania, kým sa objavia viditeľné chyby. Zlyhanie lopatiek spôsobuje poškodenie povrchu valca, ktorého oprava je oveľa nákladnejšia.
- Kontrola otlačovacieho valca: Gumové otlačovacie valčeky stvrdnú a časom sa na nich vytvoria nepravidelnosti povrchu. Pravidelné merania tvrdosti podľa Shorea a kontroly povrchu zachytia zhoršenie kvality skôr, než spôsobí problémy s kvalitou tlače. Valce by sa mali prebrúsiť alebo vymeniť, keď sa tvrdosť odchyľuje nad špecifikáciu.
- Preplachovanie atramentového systému: Atramentové žľaby, čerpadlá a recirkulačné vedenia sa musia dôkladne prepláchnuť pri každej zmene farby a na konci každého výrobného cyklu. Zaschnuté usadeniny atramentu v prívodných potrubiach spôsobujú nestabilitu viskozity, kontamináciu a prípadne zlyhanie čerpadla.
- Údržba sušičky: Vzduchové dýzy a infračervené prvky v sušiacich tuneloch by sa mali štvrťročne kontrolovať, či nie sú upchaté alebo znehodnotené. Nerovnomerné zasychanie z zablokovaných trysiek spôsobuje lokálne problémy s vytvrdzovaním atramentu, ktoré je ťažké diagnostikovať len z hotového kotúča.
- Registrovať kalibráciu systému: Optické snímače a parametre servopohonu by sa mali v pravidelných intervaloch prekalibrovať podľa špecifikácií výrobcu. Posun v zarovnaní snímača alebo krivky odozvy serva vedie k postupnej degradácii registra, ktorá sa niekedy mylne považuje za problémy so substrátom alebo valcom.
- Skladovanie a manipulácia s valcami: Pochrómované hĺbkotlačové valce sú presné komponenty, ktoré sa môžu poškodiť nesprávnym skladovaním alebo neopatrnou manipuláciou. Valce skladujte vertikálne na čalúnených podperách, chráňte pred vlhkosťou a zakryte konce čapu, aby ste chránili ložiskové povrchy počas prepravy.

Kategórie produktov
Odporúčané novinky
Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie