 Angličtina
Angličtina 中文简体
中文简体Stroje na hĺbkotlač na dekoratívny papier: Kompletná príručka pre kupujúceho a operátora
Dekoratívny papier – tlačený povrchový materiál používaný v nábytku, podlahách, skriniach, nástenných paneloch a laminátových výrobkoch – vyžaduje úroveň konzistencie vzoru, presnosť farieb a výrobnú kapacitu, ktorú v priemyselnom meradle spoľahlivo poskytuje iba jedna tlačová technológia: hĺbkotlač. Dekoratívny papierový hĺbkotlač je vysoko špecializovaným kapitálovým zariadením, ktoré je v centre dekoratívneho povrchového priemyslu a produkuje kresbu dreva, kameň, textil a abstraktné vzory, ktoré sa každoročne objavujú na miliardách štvorcových metrov laminovaného produktu. Táto príručka obsahuje všetko, čo musí kupujúci, manažér závodu alebo výrobný inžinier o týchto strojoch pochopiť – ako fungujú, čo znamenajú kľúčové špecifikácie, ako hodnotiť dodávateľov a čo odlišuje vysokovýkonné zariadenia od strojov, ktoré sa snažia splniť náročné požiadavky na kvalitu dekoratívneho papiera.
Prečo hĺbkotlač dominuje vo výrobe dekoratívneho papiera
Dekoratívny papier má špecifické požiadavky na tlač, ktoré eliminujú väčšinu konkurenčných tlačových technológií z praktického hľadiska. Vzory musia byť reprodukované s mikroskopickou konzistenciou naprieč kotúčom po kotúči – opakujúca sa kresba dreva, ktorá sa posúva o 0,1 mm medzi dvoma kotúčmi použitými na susedných paneloch kuchynskej skrinky, sa okamžite prejaví ako chyba nesúladu. Farby musia zostať rovnaké v rámci výrobných sérií oddelených týždňami alebo mesiacmi, pretože dekoratívny papier je súčasťou väčšieho produktového systému, kde sa panely, okraje a zodpovedajúce prvky vyrábajú z rôznych výrobných sérií. Priepustnosť musí byť dostatočne vysoká, aby odôvodnila náklady na špecializovaný papierový substrát, valcové gravírovanie a príslušné atramentové systémy.
Rotačná hĺbkotlač — technológia používaná v stroje na hĺbkotlač na ozdobný papier — spĺňa všetky tieto požiadavky prostredníctvom svojho základného procesu: atrament je zadržiavaný v mikroskopických komôrkach vyrytých priamo do pochrómovaného medeného valca, prebytočný atrament je stieraný z povrchu valca stierkou a zostávajúci atrament v komôrkach je pod tlakom tlakového valca prenesený na papierový substrát. Vyryté bunky sú trvalé — nemenia sa medzi odtlačkami — takže geometria vzoru je mechanicky fixovaná do valca. To vytvára sútlač medzi vzormi a presnosť opakovania, ktorej sa žiadny iný tlačový proces nemôže vyrovnať pri ekvivalentnej rýchlosti výroby.
Na porovnanie, flexografická tlač používa gumové alebo fotopolymérové platne, ktoré vykazujú rozmerové zmeny s kolísaním teploty a tlaku, čím sa dosahuje nižšia geometrická presnosť. Atramentové technológie a technológie digitálnej tlače ponúkajú flexibilitu, ale v súčasnosti sa nedokážu vyrovnať hĺbkotlačovej kombinácii hustoty pokrytia povrchu, oteruvzdorného rozloženia atramentu a rýchlosti výroby presahujúcej 200 metrov za minútu. Pre veľkoobjemovú výrobu dekoratívneho papiera nie je hĺbkotlač jednoducho preferovanou technológiou – je to jediná technológia, ktorá spĺňa kombinované požiadavky aplikácie v komerčnom meradle.
Ako funguje stroj na hĺbkotlač na dekoratívny papier
Pochopenie princípu fungovania rotačného hĺbkotlačového stroja na dekoratívny papier vyžaduje sledovanie papiera a atramentu v každej fáze stroja od odvíjania až po prevíjanie. Proces je kontinuálny – papierový substrát prechádza ako neprerušený pás z podávacieho kotúča cez každú tlačovú stanicu a všetky systémy úpravy po tlači pred navinutím do hotového výstupného kotúča.
Web Feed and Tension Control System
Papierový substrát – typicky alfacelulózový dekoratívny základný papier s plošnou hmotnosťou od 50 do 130 g/m² v závislosti od aplikácie – sa vkladá ako kotúč s veľkým priemerom na odvíjací stojan na vstupe do stroja. Profesionálne dekoratívne hĺbkotlačové lisy na papier používajú systémy letmého spájania alebo spájania na tupo, ktoré umožňujú nahradiť vyčerpané kotúče novými kotúčmi bez zastavenia stroja, čím sa udržiava nepretržitá výroba počas predĺžených sérií. Riadenie napätia v celom stroji je riadené napínacími valcami a systémami spätnej väzby snímača zaťaženia, ktoré udržujú konštantné napätie pásu vo všetkých tlačových staniciach bez ohľadu na zmeny rýchlosti, zmenšenie priemeru kotúča alebo zmeny vlastností substrátu. Konzistentné napätie pásu je rozhodujúce pre presnosť sútlače – zmeny spôsobujú, že sa pás naťahuje nerovnomerne a posúva polohu tlače vzhľadom na opakovanie valca.
Tlačiareň: Valec, Doktor Blade a Otlačovací valec
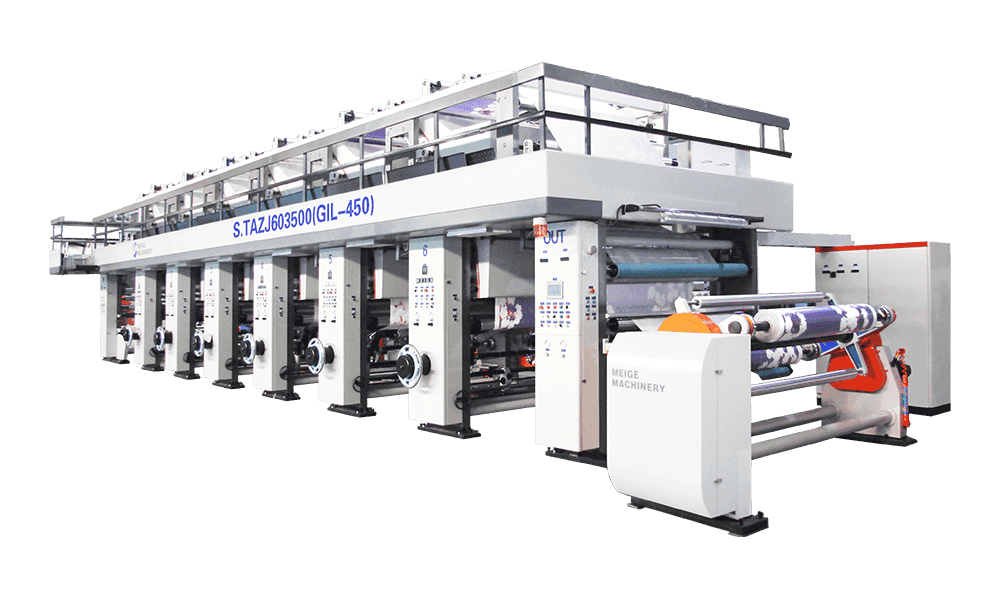
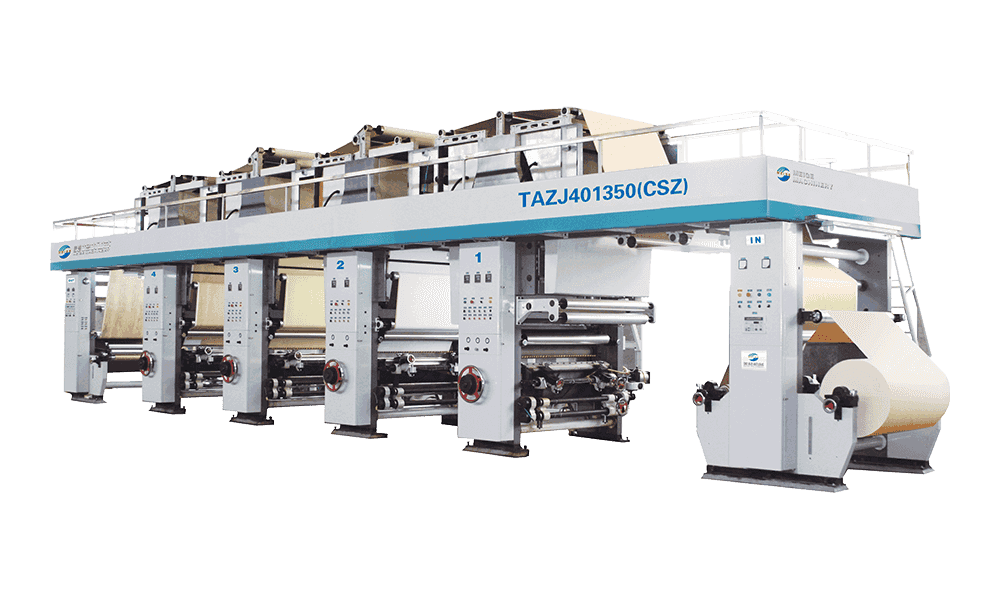
Každá farba v dekoratívnom vzore vyžaduje vyhradenú tlačovú stanicu. Štandardný stroj na hĺbkotlač na ozdobný papier má 4 až 12 tlačových staníc usporiadaných in-line, pričom pás papiera prechádza cez každú stanicu postupne. Každá stanica obsahuje tri základné komponenty: hĺbkotlačový valec, zostavu stieracieho noža a odtlačkový valec.
Hĺbkotlačový valec je srdcom procesu. Ide o oceľovú základnú rúrku pomedenú na hrúbku približne 100–150 mikrónov, na ktorej je elektromechanickou gravírovacou hlavou alebo chemickým leptaním vyrytý vzor článku. Po gravírovaní je medený povrch pochrómovaný na tvrdosť približne 900 – 1000 Vickers, aby odolal opotrebovaniu škrabákom a kontaktu s atramentom. Bunky obsahujú špecifické objemy atramentu – hĺbka bunky a priemer otvoru riadia hustotu atramentu a pokrytie. Pre aplikácie dekoratívneho papiera sa obvody valcov zvyčajne pohybujú od 600 mm do 1200 mm, čo zodpovedá opakujúcej sa dĺžke vzoru.
Stierka je tenká oceľová alebo polymérová čepeľ, ktorá sa pod kontrolovaným tlakom opiera o povrch rotujúceho valca, pričom stiera atrament z oblastí medzi bunkami, pričom atrament necháva v samotných bunkách. Uhol stieracieho noža, prítlak, materiál a rýchlosť oscilácie ovplyvňujú kvalitu tlače a životnosť valca. Otlačovací valec – oceľový valec potiahnutý gumou umiestnený oproti valcu – pritláča papierový pás proti nafarbenému povrchu valca kontrolovanou silou a prenáša atrament z buniek na papier. Otlačovací tlak určuje účinnosť prenosu atramentu a upravuje sa pre rôzne absorbcie papiera a viskozity atramentu.
Dodávka atramentu a kontrola viskozity
Atrament sa do tlačovej stanice dodáva obehovým systémom s uzavretou slučkou, ktorý pumpuje atrament zo zásobníka cez zásobník na atrament pod hĺbkotlačovým valcom. Valec sa otáča cez zásobník atramentu a plní vyryté bunky atramentom pred cyklom stierania stierky. Atrament, ktorý sa zotrie z povrchu valca, sa vracia do zásobníka cez spätný kanál, čím sa udržiava nepretržitá cirkulácia, ktorá zabraňuje zasychaniu atramentu v zásobníku a zachováva konzistentné vlastnosti atramentu. Automatické systémy riadenia viskozity – zvyčajne založené na meraní efluxnej nádoby s automatickým dávkovaním rozpúšťadla – udržujú viskozitu atramentu v rozmedzí ±0,5 sekundy od cieľovej hodnoty počas celého výrobného cyklu. Viskozitný drift je jednou z hlavných príčin farebného posunu pri hĺbkotlači a automatické riadenie eliminuje ručné meranie a nastavovanie zo strany operátora.
Sušiaci systém medzi tlačovými stanicami
Medzi každou tlačovou stanicou prechádza potlačený pás sušiacim tunelom, kde sa pred nanesením ďalšej farby odparí rozpúšťadlo alebo voda z atramentu. Úplné zaschnutie medzi stanicami je nevyhnutné pre presnosť sútlače farieb – mokrý atrament z prvej stanice prenášaný späť na druhý valec (nazývaný spätné zachytávanie) spôsobuje kontamináciu farieb a kontamináciu valca, ktorá rýchlo znižuje kvalitu tlače. Hĺbkotlače na dekoratívny papier využívajú systémy nárazového sušenia horúcim vzduchom s teplotne riadenými prúdmi vzduchu smerujúcimi na oba povrchy pásu. Teploty sušenia pre atramenty na báze rozpúšťadla sa zvyčajne pohybujú od 60 °C do 120 °C; Atramentové systémy na vodnej báze vyžadujú vyššie teploty alebo infračervené doplnenie, aby sa dosiahli ekvivalentné rýchlosti odparovania. Výpary rozpúšťadla extrahované zo sušiacich tunelov sa zhromažďujú pomocou systémov regenerácie rozpúšťadla alebo tepelnej oxidácie, ktoré sú vo väčšine jurisdikcií potrebné na dosiahnutie súladu so životným prostredím.
Kľúčové špecifikácie, ktoré treba posúdiť pri kúpe hĺbkotlače na dekoratívny papier
Dekoratívne hĺbkotlačové lisy na papier sú špecifikované v celom rade parametrov, ktoré spolu definujú schopnosť stroja, kapacitu a vhodnosť pre špecifické výrobné požiadavky. Nasledujúce špecifikácie sú komerčne a technicky najdôležitejšie pri hodnotení možností vybavenia.
| Špecifikácia | Typický rozsah | Čo to znamená pre výrobu |
| Šírka tlače | 1000-2200 mm | Určuje maximálnu šírku kotúča papiera a výrobnú kapacitu na jeden prechod |
| Maximálna rýchlosť výroby | 80-300 m/min | Nastavuje strop výstupnej kapacity; praktická rýchlosť závisí od atramentu a substrátu |
| Počet tlačových staníc | 4-12 farieb | Obmedzuje zložitosť vzoru; viac staníc umožňuje bohatší dizajn |
| Dĺžka opakovania valca | 400-1500 mm | Určuje maximálnu neopakujúcu sa dĺžku vzoru pre vzory dreva/kameňa |
| Presnosť registrácie | ±0,1–0,3 mm | presnosť zarovnania farieb; kritické pre jemné detaily |
| Kompatibilita atramentového systému | Rozpúšťadlo / na vodnej báze / UV | Určuje možnosti atramentu, súlad s VOC a typ sušiaceho systému |
| Rozsah plošnej hmotnosti substrátu | 40–180 g/m² | Rozsah gramáží papiera, ktoré stroj zvládne bez problémov s manipuláciou s pásom |
| Priemer kotúča odvíjania / prevíjania | 800-1500 mm | Väčšie kotúče znižujú frekvenciu spájania a zlepšujú efektivitu výroby |
Šírka tlače: Prispôsobenie kapacity stroja požiadavkám trhu
Šírka tlače je jedinou najvplyvnejšou špecifikáciou pre produkčný výstup, pretože určuje, koľko hotového papiera sa vyrobí na meter pásu prechádzajúceho strojom. Lis so šírkou 1600 mm s rýchlosťou 150 m/min vyprodukuje 1440 m² potlačeného papiera za hodinu pred rozrezaním. Rovnaký chod pri šírke 1 000 mm produkuje iba 900 m² za hodinu – 37 % zníženie výkonu pri rovnakej rýchlosti stroja. Väčšina strojov na hĺbkotlač dekoratívneho papiera určených na výrobu nábytku a podlahových panelov pracuje so šírkami tlače medzi 1250 mm a 1800 mm, čo zodpovedá štandardným šírkam kotúčov substrátu dodávaných výrobcami dekoratívneho papiera. Širšie stroje produkujú väčší výkon, ale vyžadujú proporcionálne ťažšie a drahšie valce, stieracie čepele a otlačovacie valce a kladú väčšie požiadavky na infraštruktúru výrobného zariadenia.
Registračný systém a presnosť zarovnania farieb
Presnosť registrácie – presnosť, s akou je každá farba umiestnená vo vzťahu k ostatným – je pravdepodobne najkritickejšou špecifikáciou kvality v dekoratívnom hĺbkotlači. Moderné profesionálne stroje dosahujú riadenie registra v uzavretej slučke pomocou kamerových systémov detekcie registračných značiek, ktoré monitorujú polohu tlače každej farebnej stanice v reálnom čase a vykonávajú mikroúpravy fázovej polohy valca pomocou servopohonných korekčných akčných členov. Tieto systémy dokážu zistiť a opraviť chyby registrácie 0,05 mm alebo menej, pričom zachovávajú zarovnanie pri zmenách rýchlosti, zmien teploty a zmien valcov. Základné alebo staršie stroje používajúce registračné systémy s otvorenou slučkou sa spoliehajú na ručné nastavenie operátora a nedokážu zachovať rovnakú presnosť zarovnania, najmä počas nábehových období po zmenách rýchlosti alebo pri vysokých výrobných rýchlostiach, kde sa dynamika pásu stáva zložitejšou.
Hĺbkotlačové valce pre dekoratívny papier: Gravírovanie, špecifikácie a správa
Pri dekoratívnej papierovej hĺbkotlači je valec najvýznamnejšou opakujúcou sa premennou nákladov a kvality mimo samotného stroja. Pochopenie špecifikácií valcov, metód gravírovania a riadenia životného cyklu je nevyhnutné pre kontrolu ekonomiky výroby a udržiavanie kvality tlače.
Metódy gravírovania a ich vplyv na tlačový znak
Pre dekoratívne papierové hĺbkotlačové valce sa používajú dve primárne metódy gravírovania. Elektromechanické gravírovanie (EME) využíva hrot s diamantovým hrotom poháňaný elektromagnetickým ovládačom na vyrezávanie jednotlivých článkov do medeného povrchu rýchlosťou až 8 000 článkov za sekundu. Hĺbka a šírka dotykového pera sa menia tak, aby vytvárali bunky rôznych objemov, čo umožňuje gradáciu tónov naprieč vzorom. EME gravírovanie vytvára veľmi presnú bunkovú geometriu s konzistentným tvarom, vďaka čomu je štandardom pre dekoratívne vzory s vysokým rozlíšením vyžadujúce jemné detaily textúry – realistické štruktúry drevených pórov, zrnitosť povrchu kameňa a jemné textilné väzby.
Laserové gravírovanie – konkrétne laserová ablácia medeného povrchu – je alternatívou presadzujúcou sa vo výrobe dekoratívnych papierových valcov. Laserové gravírovanie umožňuje zložitejšie geometrie buniek, vrátane podrezaných buniek a rôznych tvarov buniek v rámci jedného valca, čo umožňuje vlastnosti uvoľňovania atramentu, ktoré EME nedokáže replikovať. Laserom gravírované valce môžu dosiahnuť tlačové efekty, ktoré lepšie napodobňujú prirodzenú mikroštruktúru drevených a kamenných povrchov, čo je komerčne významné pre špičkové aplikácie dekoratívneho papiera. Kapitálové náklady na laserové gravírovacie zariadenie sú vyššie ako EME, ale prevádzkové náklady na valec sú nižšie a väčšia geometrická flexibilita ponúka výhody diferenciácie dizajnu.
Hlasitosť bunky a nastavenie obrazovky
Objem bunky – meraný v miliardách kubických mikrónov (BCM) na štvorcový palec alebo v kubických centimetroch na meter štvorcový (cm³/m²) – určuje množstvo atramentu naneseného na jednotku plochy potlačeného povrchu. Pri hĺbkotlači dekoratívneho papiera sú objemy buniek zvyčajne vyššie ako pri hĺbkotlači na publikovanie alebo balenie, pretože dekoratívne papiere vyžadujú hustý, nepriehľadný atramentový film, ktorý úplne pokrýva biely základný papier a odoláva následným procesom povrchovej úpravy vrátane impregnácie a lisovania do laminátov. Plnotónové oblasti vzorov dekoratívneho papiera zvyčajne používajú bunky s objemom 25–45 BCM, zatiaľ čo oblasti zvýraznenia a textúry používajú plytšie bunky s objemom 8–18 BCM. Pravidlo obrazovky – počet buniek na lineárny palec alebo centimeter – ovplyvňuje jemnosť detailov, ktoré je možné reprodukovať. Dekoratívne papierové valce zvyčajne používajú rastrové čiary 70 až 120 riadkov na centimeter, pričom jemnejšie čiary sa používajú na reprodukciu vzorov dreva a kameňa s vysokým rozlíšením.
Životný cyklus valca a renovácia
Hĺbkotlačový valec na výrobu dekoratívneho papiera predstavuje významnú investíciu – zvyčajne 3 000 až 15 000 EUR na valec v závislosti od veľkosti, zložitosti gravírovania a od toho, či valec vlastníte alebo si ho prenajímate prostredníctvom služby dodávateľa valca. Chrómový povrch, ktorý chráni vyrytú meď, sa kontaktom stierky postupne opotrebováva, pričom rýchlosť opotrebovania závisí od materiálu stierky, prítlaku, abrazivity atramentu a rýchlosti výroby. Dobre spravovaný valec na modernom dekoratívnom papierovom hĺbkotlači zvyčajne dosahuje 50 000 až 150 000 lineárnych metrov tlače, kým opotrebovanie chrómu zníži kvalitu tlače na neprijateľnú úroveň. V tomto bode je fľaša zbavená chrómových a medených vrstiev, znovu medená, vyrytá a znovu chrómovaná – cyklus obnovy, ktorý sa môže opakovať viackrát na tej istej oceľovej základnej rúrke, čím sa výrazne znižujú náklady na efektívnu životnosť fliaš.
Atramentové systémy pre dekoratívnu papierovú hĺbkotlač
Atramentový systém používaný v stroji na hĺbkotlač na ozdobný papier je kritickou procesnou premennou, ktorá ovplyvňuje kvalitu tlače, farebný gamut, výkon sušenia, súlad so životným prostredím a vhodnosť hotového potlačeného papiera pre následné kroky spracovania. Pri výrobe dekoratívneho papiera hĺbkotlačou sa používajú tri hlavné typy atramentových systémov.
Hĺbkotlačové atramenty na báze rozpúšťadla
Atramenty na báze rozpúšťadiel historicky dominovali pri hĺbkotlači dekoratívneho papiera vďaka rýchlej rýchlosti schnutia pri vysokých rýchlostiach stroja, vynikajúcej priľnavosti k upraveným povrchom papiera, vysokej hustote farieb a silnej odolnosti voči následným procesom vysokoteplotnej a vysokotlakovej laminácie, ktorým dekoratívny papier prechádza. Nosič rozpúšťadla – zvyčajne toluén, etylacetát, metyletylketón alebo ich zmesi – sa rýchlo vyparuje v sušiacom tuneli, čo umožňuje rýchlosť tlače 200 m/min aj pri viacerých farebných staniciach. Primárnymi nevýhodami sú vplyv emisií prchavých organických zlúčenín (VOC) na životné prostredie a zdravie pri práci, čo si vyžaduje systémy regenerácie rozpúšťadiel (na báze kondenzácie alebo adsorpcie aktívneho uhlia) a dodržiavanie čoraz prísnejších predpisov o kvalite ovzdušia. Väčšina etablovaných výrobcov dekoratívneho papiera, ktorí prevádzkujú hĺbkotlač s rozpúšťadlom, investovala do integrovaných systémov regenerácie rozpúšťadiel, ktoré regenerujú 90 – 95 % emitovaných rozpúšťadiel na opätovné použitie, čím sa výrazne znižuje dopad na životné prostredie a náklady na rozpúšťadlá.
Hĺbkotlačové atramenty na vodnej báze
Hĺbkotlačové atramenty na vodnej báze eliminujú problémy s emisiami VOC systémov rozpúšťadiel a sú čoraz viac špecifikované výrobcami dekoratívneho papiera, ktorí čelia prísnejším environmentálnym predpisom alebo sa zameriavajú na trhy s prísnymi požiadavkami na kvalitu vnútorného vzduchu pre hotové výrobky. Atramenty na vodnej báze pre dekoratívnu papierovú hĺbkotlač sa za posledné desaťročie podstatne zlepšili v hustote farieb, priľnavosti a rýchlosti schnutia, ale stále predstavujú technické problémy v porovnaní s rozpúšťadlovými systémami. Odparovacia entalpia vody je výrazne vyššia ako entalpia organických rozpúšťadiel, čo si vyžaduje buď nižšie výrobné rýchlosti, dlhšie sušiace tunely, vyššie teploty sušiarne alebo infračervené doplnenie na dosiahnutie ekvivalentného sušiaceho výkonu. Atramenty na vodnej báze majú tiež vyššie povrchové napätie, ktoré ovplyvňuje uvoľňovanie atramentu z hĺbkotlačových komôr a môže vyžadovať úpravu geometrie komôr a nastavenia tlaku tlače. Hĺbkotlačové stroje určené na prevádzku atramentu na vodnej báze majú vylepšené systémy sušenia a modifikované komponenty cirkulácie atramentu vhodné pre vodné médiá.
Hĺbkotlačové atramenty vytvrditeľné UV žiarením
Atramenty vytvrditeľné UV žiarením sa vytvrdzujú fotochemickým zosieťovaním pod ultrafialovými lampami, a nie odparovaním rozpúšťadla, čím vznikajú v podstate nulové emisie VOC a takmer okamžité vytvrdzovanie. Ponúkajú vynikajúcu odolnosť voči oteru a chemikáliám vo vytvrdnutom filme, čo je výhodné pre dekoratívne papiere, ktoré budú čeliť priamemu mechanickému kontaktu pri laminovaní alebo konečnom použití. UV atramenty pre hĺbkotlač sú však podstatne drahšie ako systémy na báze rozpúšťadiel alebo vody a atramentové filmy vytvrdzované UV žiarením majú rôzne charakteristiky pružnosti, ktoré sa musia posudzovať vzhľadom na deformáciu, ktorej bude tlačený papier vystavený počas impregnácie a lisovania. UV hĺbkotlačové systémy pre dekoratívny papier sú rastúcim segmentom, najmä pre prémiové a špeciálne aplikácie, ale zatiaľ nevytlačili rozpúšťadlové systémy ako dominantnú technológiu pre bežnú veľkoobjemovú výrobu.
Post-tlačové systémy na hĺbkotlači dekoratívneho papiera
Samotný proces tlače je len časťou toho, čo robí moderný stroj na hĺbkotlač na ozdobný papier. Pre väčšinu dekoratívnych papierových produktov sú do lisu integrované inline systémy na úpravu po tlači, aby sa nanášali funkčné nátery alebo povrchové úpravy ihneď po tlači a pred konečným navinutím.
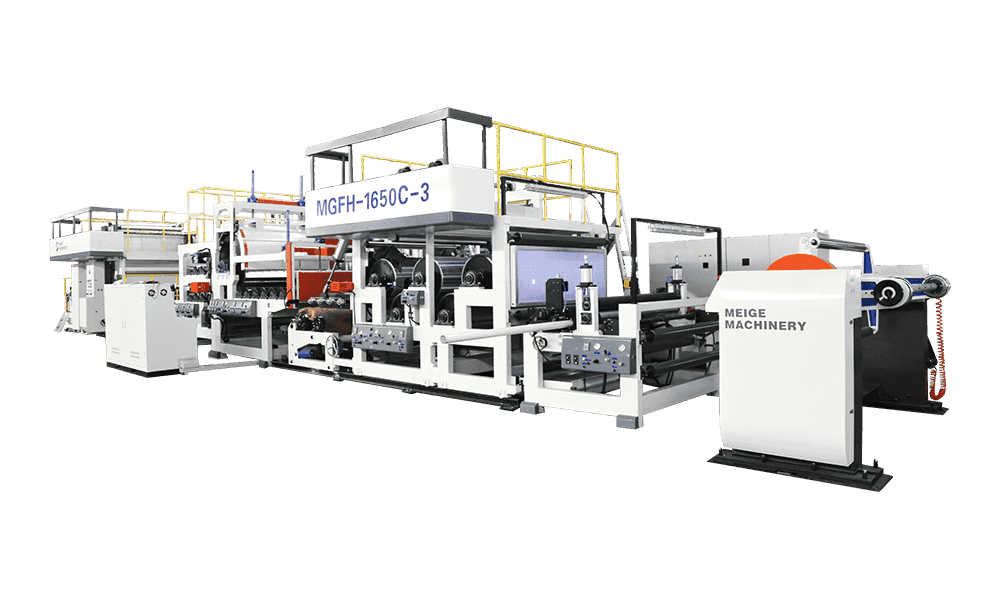
Inline nanášacie jednotky
Mnoho dekoratívnych papierových hĺbkotlačových strojov na nábytkové a podlahové aplikácie obsahuje jednu alebo viac inline poťahovacích staníc umiestnených za konečnou tlačovou stanicou. Tieto nanášajú základný náter, základný náter alebo vrstvu povrchovej úpravy na potlačený papier, zatiaľ čo je stále v páse, čím sa eliminuje samostatná operácia offline nanášania. Bežné inline nátery pre dekoratívny papier zahŕňajú ochranné nátery proti rozmazaniu, ktoré chránia vytlačený atramentový film počas manipulácie s kotúčom a prepravy, impregnačné priméry, ktoré predbežne upravujú povrch papiera pre konzistentnejšie vstrebávanie živice v následných impregnačných procesoch, a funkčné bariérové nátery aplikované pre špecifické požiadavky konečného použitia. Inline poťahovacia jednotka je typicky hĺbkotlačová poťahovacia stanica využívajúca skôr hladký alebo aniloxový valec než rytý valec, nanášanie náteru pri kontrolovanej hmotnosti náteru po celej šírke papiera.
Webové inšpekčné systémy
Inline systémy kontroly pásu využívajúce riadkové skenovacie kamery s vysokým rozlíšením a softvér na spracovanie obrazu sú štandardom moderných hĺbkotlačových strojov na dekoračný papier. Tieto systémy skenujú 100 % vytlačeného povrchu pásu pri plnej produkčnej rýchlosti, porovnávajú živý obraz tlače s uloženou referenciou a označujú chyby – chyby registrácie, farebné pruhy, čiary stierky, značky poškodenia valca a defekty substrátu – v reálnom čase. Pozície defektov sa zaznamenávajú pomocou webových súradníc, takže operátori môžu lokalizovať a posúdiť označené oblasti počas kontroly prevíjania alebo následného spracovania. Citlivosť inšpekčného systému je nastaviteľná tak, aby zodpovedala štandardu tolerancie defektov vyrábaného produktu – aplikácie vysokohodnotného podlahového papiera zvyčajne vyžadujú prísnejšie kritériá defektov ako papier nižšej kvality.
Bežné výrobné problémy lisov na hĺbkotlač na dekoratívny papier a ako ich riešiť
Pochopenie chýb, ktoré najčastejšie ovplyvňujú hĺbkotlač na ozdobný papier, pomáha operátorom rýchlo diagnostikovať problémy a implementovať správne nápravné opatrenia, čím sa minimalizuje odpad a prestoje.
- Pruhy čepele (ryhy čepele): Jemné pozdĺžne pruhy v smere stroja spôsobené časticami zachytenými medzi stierkou a povrchom valca, poškodením ostria alebo nesprávnym kontaktným uhlom ostria. Nápravné opatrenia zahŕňajú zvýšenie amplitúdy oscilácie čepele, kontrolu kontaktného tlaku a uhla čepele, kontrolu filtrácie atramentu, či nie je znečistená, a kontrolu chrómového povrchu valca, či neobsahuje jamky alebo drsnosť, ktorá zachytáva častice.
- Chybná registrácia medzi farbami: Chyby zarovnania medzi farbami viditeľné ako haló, farebné lemovanie alebo rozmazané okraje vzoru. Spôsobené chybami riadiaceho systému registra, nestabilitou napätia pásu, tepelnou rozťažnosťou valcov alebo zmenami natiahnutia substrátu. Adresa overením, či sú cieľové objekty kamier čisté a dobre osvetlené, kontrolou konzistencie napätia pásu v celom stroji, čo umožňuje primeraný čas na zahriatie na tepelnú stabilizáciu a overenie, či je obsah vlhkosti substrátu konzistentný z kotúča na kotúč.
- Zahmlievanie a rozprašovanie atramentu: Jemné kvapôčky atramentu usadené mimo určenej oblasti tlače, najzreteľnejšie pri vysokej rýchlosti produkcie. Príčinou je príliš nízka viskozita atramentu, príliš vysoký tlak tlače alebo príliš nízke povrchové napätie atramentu. Nápravné opatrenia zahŕňajú kontrolu a úpravu viskozity atramentu podľa špecifikácií, zníženie tlačového tlaku na minimum potrebné pre adekvátny prenos a kontrolu zloženia atramentu s dodávateľom atramentu, ak problém pretrváva aj pri viacerých výmenách valcov.
- Vynechané bunky (snehové vločky): Náhodné svetlé škvrny v jednoliatych tlačových oblastiach spôsobené tým, že atrament nedokáže preniesť z jednotlivých buniek na substrát. Typicky spôsobené drsnosťou povrchu papiera alebo nízkou pórovitosťou, ktorá bráni kontaktu s atramentom, príliš vysokou viskozitou atramentu, príliš nízkym tlakom tlače alebo kontamináciou buniek zaschnutým atramentom. Riešte to kontrolou nastavení tlaku, overením viskozity atramentu v rámci špecifikácií, kontrolou hodnôt povrchovej energie substrátu a naplánovaním čistenia valca, ak existuje podozrenie na hromadenie zvyškov atramentu.
- Farebná variácia v rámci rolky (farebný posun): Postupný posun v hustote alebo odtieni farby v priebehu výrobného cyklu, najčastejšie spôsobený posunom viskozity atramentu, keď sa rozpúšťadlo vyparuje zo zásobníka atramentu, alebo zmenami teploty ovplyvňujúcimi reológiu atramentu. Overte, či systém automatickej kontroly viskozity funguje správne, skontrolujte, či je teplota zásobníka atramentu stabilná a skontrolujte rýchlosť cirkulácie atramentu, aby ste sa uistili, že čerstvý atrament sa dostáva do zásobníka primeranou rýchlosťou vzhľadom na spotrebu.
- Webové prestávky: Trhanie papierového substrátu počas tlače, čo spôsobuje zastavenie výroby a plytvanie materiálom. Spôsobené špičkami napätia v dôsledku chýb spoja, nadmerným tlačným tlakom na krehké druhy papiera, defektmi papiera v kotúči substrátu alebo nahromadením statického náboja, ktorý spôsobuje odchýlky a prehýbanie pásu. Zaistite, aby bola kvalita spoja overená pred vstupom každého spojenia kotúča do lisu, skontrolujte nastavenie tlačového tlaku pre ľahké triedy papiera, implementujte tyče na elimináciu statickej elektriny na kritických miestach dráhy pásu a skontrolujte certifikáciu kvality substrátu od dodávateľa papiera.
Hodnotenie dodávateľov strojov na hĺbkotlač na dekoratívny papier
Dekoratívny papierový hĺbkotlač je mnohomiliónová kapitálová investícia so životnosťou meranou v desaťročiach. Hodnotenie dodávateľa si zasluhuje primeranú starostlivosť – kvalita stroja, obchodné podmienky a štruktúra popredajnej podpory, to všetko výrazne ovplyvňuje celkové náklady na vlastníctvo a prevádzkový úspech investície.
- Referenčné inštalácie v dekoratívnom papieri konkrétne: Technológia hĺbkotlače je zdieľaná v rámci obalových, publikačných a dekoratívnych papierových aplikácií, ale dodávateľ s dokumentovanými skúsenosťami s inštaláciou dekoratívneho papiera rozumie špecifickým požiadavkám tejto aplikácie – široké šírky tlače, veľkoobjemové atramentové systémy, integrácia inline náterov a štandardy kvality v priemysle dekoratívnych povrchov. Vyžiadajte si referencie na prevádzku dekoratívnych papierových inštalácií a dohodnite si návštevy na mieste predtým, ako sa zaviažete dodávateľovi.
- Protokoly akceptačných testov a špecifikácie garantovaného výkonu: Akákoľvek kúpna zmluva na stroj na hĺbkotlač na ozdobný papier by mala špecifikovať podmienky akceptačnej skúšky – rýchlosť výroby, počet farieb, kvalitu papiera, atramentový systém – a kvantitatívne záruky výkonu pre presnosť sútlače, jednotnosť farieb, účinnosť sušiča a chybovosť meranú počas preberania. Vágne popisy výkonu v zmluve neposkytujú žiadne východisko, ak má stroj po inštalácii nedostatočnú výkonnosť.
- Dostupnosť náhradných dielov a miestne servisné pokrytie: Hĺbkotlač, ktorý je mimo prevádzky a čaká na náhradné ložisko otlačovacieho valčeka alebo komponent riadiacej dosky, stojí za deň oveľa viac straty produkcie, ako akékoľvek úspory dosiahnuté výberom lacnejšieho stroja alebo dodávateľa so zlou infraštruktúrou náhradných dielov. Potvrďte, že kritické náhradné diely sú na sklade vo vašom dodávateľskom regióne, že dodávateľ má vyškolených servisných technikov, ktorí sa môžu dostať do vášho zariadenia v prípade kritických porúch do 24 až 48 hodín, a že obchodná stabilita dodávateľa podporuje servisný vzťah presahujúci desaťročie.
- Digitálna integrácia a pripravenosť na Industry 4.0: Moderné dekoratívne zariadenia na hĺbkotlač na papier sa čoraz viac spájajú s MES na úrovni závodu (systémy vykonávania výroby) na plánovanie výroby, zber údajov o kvalite a prediktívnu údržbu. Potvrďte, že architektúra riadenia stroja podporuje protokoly OPC-UA alebo ekvivalentné otvorené komunikačné protokoly, že výrobné údaje sú dostupné v štandardných formátoch a že dodávateľ má plán na aktualizácie softvéru a rozšírenie digitálnych možností počas životnosti stroja.
- Súlad a certifikácia environmentálneho systému: Zariadenia na hĺbkotlač na báze rozpúšťadiel vyžadujú integrované systémy regenerácie rozpúšťadiel alebo tepelnej oxidácie, ktoré musia spĺňať miestne environmentálne povolenia. Potvrďte, že dodávateľ môže dodať kompletný environmentálny systém ako súčasť balíka stroja alebo má ustanovených integračných partnerov, že systém je správne dimenzovaný na mieru emisií rozpúšťadiel lisu pri maximálnej výrobnej rýchlosti a že dodávateľ má skúsenosti s požiadavkami na proces povoľovania vo vašej prevádzkovej jurisdikcii.
Kategórie produktov
Odporúčané novinky

Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie