 Angličtina
Angličtina 中文简体
中文简体Viacvrstvový laminovací stroj na PVC: Ako to funguje a na čom skutočne záleží pri výbere
Na čo je určený viacvrstvový laminovací stroj na PVC
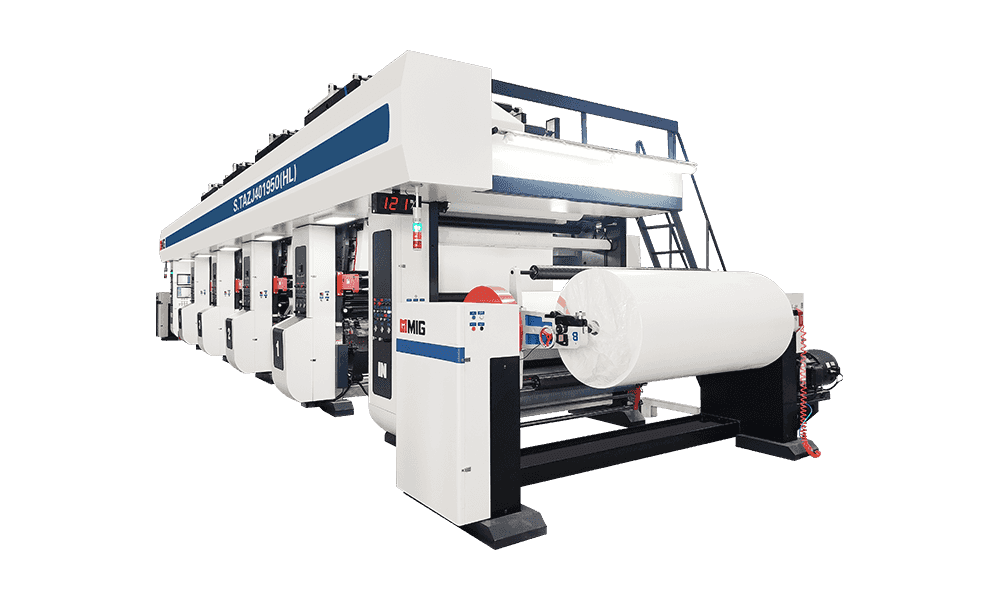
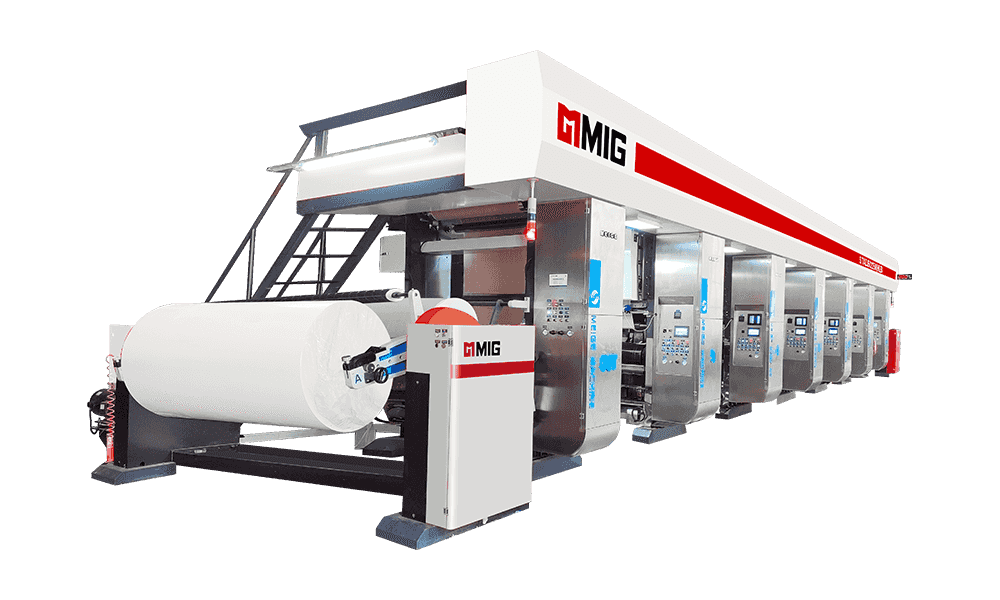
A Viacvrstvový laminovací stroj na PVC je priemyselné zariadenie postavené na spojenie viacerých vrstiev polyvinylchloridového filmu, peny, tkaniny alebo iných flexibilných materiálov do jednej zjednotenej kompozitnej štruktúry. Na rozdiel od jednoduchého jednovrstvového laminovacieho zariadenia, viacvrstvový systém zvláda súčasné alebo postupné spájanie troch, štyroch, piatich alebo viacerých odlišných vrstiev materiálu – z ktorých každá prispieva ku konečnému produktu špecifickou funkčnou alebo estetickou vlastnosťou. Stroj koordinuje odvíjanie, riadenie napätia, nanášanie lepidla, lepenie, zahrievanie alebo chladenie a prevíjanie cez všetky tieto vrstvy v kontinuálnom vysokorýchlostnom výrobnom procese.
Dôvod, prečo sa PVC tak bežne laminuje vo viacerých vrstvách, spočíva v prirodzených obmedzeniach materiálu a požiadavkách konečných aplikácií. Jedna vrstva PVC fólie môže postrádať dostatočnú tuhosť, odolnosť proti opotrebovaniu, rozmerovú stabilitu alebo kvalitu povrchu pre náročné aplikácie, ako sú luxusné vinylové podlahy, syntetická koža alebo nafukovacie konštrukcie. Laminovaním viacerých vrstiev – napríklad tlačenej dekoratívnej fólie spojenej s penovým jadrom s čírou nášľapnou vrstvou na vrchu – výrobcovia vytvárajú kompozitné PVC produkty, ktoré ďaleko prevyšujú to, čo by mohla dosiahnuť každá jediná vrstva. Viacvrstvový laminovací stroj je zariadenie, ktoré umožňuje túto techniku vo výrobnom meradle.
Odvetvia, ktoré závisia od viacvrstvovej laminácie PVC
Spektrum priemyselných odvetví používajúcich viacvrstvové laminovacie stroje z PVC je široké a každý sektor kladie svoje špecifické požiadavky na konfiguráciu stroja, schopnosť manipulácie s materiálom a spôsob laminácie. Pochopenie týchto aplikácií objasňuje, prečo je viacvrstvové laminovacie zariadenie zabudované v toľkých rôznych konfiguráciách.
- Luxusné vinylové podlahy (LVF/LVT): Viacvrstvové PVC podlahové produkty sa skladajú z pevnej alebo polotuhej jadrovej vrstvy, potlačenej dekoratívnej fólie a priehľadnej nášľapnej vrstvy – všetko spájané teplom a tlakom. Laminovací stroj musí zvládnuť široké šírky pásu, udržiavať presnú rovnomernosť hrúbky po celej šírke panelu a spájať rozdielne materiály bez delaminácie alebo zachytenia vzduchu.
- Syntetická koža a umelá koža: Umelá koža z PVC pozostáva z textilnej alebo netkanej základnej vrstvy potiahnutej a laminovanej jednou alebo viacerými vrstvami zloženého PVC, po ktorých často nasleduje film na povrchovú úpravu. Viacvrstvový laminovací stroj si musí poradiť s textilnými substrátmi citlivými na napätie pri rovnomernom nanášaní vrstiev PVC a ich trvalom spájaní bez deformácie základnej tkaniny.
- Nafukovacie výrobky a plachty: Ťažké PVC plachty, kryty nákladných áut a nafukovacie konštrukcie sú postavené laminovaním zmesi PVC na obe strany vysokopevnostnej polyesterovej sieťoviny. Tieto produkty vyžadujú extrémne silnú medzivrstvovú priľnavosť schopnú odolávať mechanickému namáhaniu, vonkajším poveternostným vplyvom a tlakovému zaťaženiu.
- Flexibilné obaly a bariérové fólie: Viacvrstvové PVC lamináty používané v obaloch kombinujú číre PVC s fóliou, papierom alebo inými filmami, čím vytvárajú bariérové vlastnosti proti vlhkosti, kyslíku alebo svetlu. Pri týchto aplikáciách je nevyhnutné presné nanášanie lepidla a registrácia medzi vrstvami.
- Obklady stien a dekoratívne panely: Vnútorné obklady stien laminujú potlačené PVC povrchové fólie na penové, netkané alebo textilné podkladové vrstvy, čím vytvárajú produkty s vizuálnou príťažlivosťou aj rozmerovou stálosťou. Laminovací stroj musí zachovať kvalitu povrchu a čistotu tlače dekoratívnej vrstvy počas procesu lepenia.
- Lekárske a ochranné materiály: Viacvrstvové PVC lamináty sa používajú v nemocničných závesoch, ochranných odevoch a obaloch zdravotníckych pomôcok, kde laminátová konštrukcia musí spĺňať špecifické požiadavky na chemickú odolnosť, čistotu a mechanickú odolnosť.
Hlavné komponenty PVC viacvrstvovej laminovacej linky
Kompletný viacvrstvový laminovací stroj z PVC je presnejšie opísaný ako výrobná linka – séria integrovaných staníc, z ktorých každá vykonáva špecifickú funkciu pri transformácii jednotlivých kotúčov materiálu na hotový laminovaný kompozit. Počet a konfigurácia týchto staníc sa líši v závislosti od počtu vrstiev, spôsobu spájania a použitých materiálov, ale základné stavebné bloky sú konzistentné vo väčšine priemyselných systémov.
Odvíjacie stanice
Každá vrstva materiálu privádzaná do laminovacej linky má svoju vlastnú vyhradenú odvíjaciu stanicu, ktorá drží kotúč a privádza pás do stroja pri kontrolovanom napätí. Viacvrstvový stroj môže mať tri až osem alebo viac odvíjacích staníc v závislosti od počtu vrstiev, ktoré sa laminujú. Každé odvíjanie musí nezávisle kontrolovať napätie, aby sa zabránilo roztiahnutiu, pokrčeniu alebo nesprávnemu zarovnaniu pásu pri vstupe do laminovacej štrbiny. Moderné systémy používajú odvíjačky poháňané servopohonom so spätnou väzbou snímača zaťaženia a automatické spájacie stoly, ktoré umožňujú výmenu kotúčov bez zastavenia výrobnej linky, čo je rozhodujúce pre udržanie priepustnosti pri dlhých sériách.
Jednotky na nanášanie lepidla alebo kalandrovanie
Pred lepením vrstiev sa musí na jeden alebo viac povrchov substrátu naniesť lepidlo. V závislosti od spôsobu laminácie to môže byť lepidlo na báze rozpúšťadla nanášané hĺbkotlačovým valcom, systém tavného lepidla s použitím štrbinového alebo valcového nanášania, disperzné lepidlo na vodnej báze alebo v prípade tepelnej laminácie vôbec žiadne samostatné lepidlo – teplom aktivované lepidlo je už zabudované do jedného z vrstvových materiálov. Kalandrovacie jednotky, ktoré nanášajú PVC zmes priamo na substrát v roztavenom stave, sú tiež integrované do niektorých liniek, najmä na výrobu umelej kože, pričom nahrádzajú samostatnú lepiacu vrstvu priamou fúznou väzbou medzi PVC zmesou a textilným substrátom.
Valčeky na laminovanie
Laminovacia štrbina je miesto, kde sú jednotlivé vrstvy fyzicky stlačené dohromady, aby vytvorili kompozitnú štruktúru. Medzera pozostáva z dvoch alebo viacerých valcov – zvyčajne jedného vyhrievaného oceľového valca a jedného prítlačného valca potiahnutého gumou – ktoré pri prechode aplikujú kontrolované teplo a tlak na zostavené vrstvy. Teplota, tlak v štrbine a čas zotrvania v štrbine sú tri kritické procesné premenné, ktoré určujú pevnosť spoja a kvalitu laminátu. Na viacvrstvových strojoch môže byť viacero laminovacích štrbín za sebou, pričom každá štrbina pridáva jednu alebo viac ďalších vrstiev do stavebnej kompozitnej konštrukcie. Povrchy valcov musia byť presne brúsené a vyvážené, aby sa zabezpečil rovnomerný tlak po celej šírke pásu, čím sa zabráni tenkým miestam alebo nespojeným oblastiam v hotovom lamináte.
Vykurovacie a chladiace systémy
Teplo je nevyhnutné na aktiváciu lepidiel, zmäkčovanie zmesi PVC na tavné spájanie a umožnenie vzájomného prispôsobenia vrstiev pod tlakom. Ohrev sa uskutočňuje cez samotné laminovacie valce – ktoré sú vnútorne vyhrievané cirkuláciou oleja alebo elektrickými prvkami – alebo cez infračervené alebo teplovzdušné predhrievacie zóny pred štrbinou. Po laminácii sa musí kompozit pred prevíjaním rýchlo ochladiť, aby sa upevnila väzba a stabilizovali sa rozmery laminátu. Chladiace sekcie používajú valce alebo chladiace bubny s cirkuláciou chladenej vody na rýchle zníženie teploty laminátu bez vyvolania deformácie alebo zvyškového napätia, čo je obzvlášť dôležité pre pevné alebo polotuhé PVC lamináty používané v podlahových alebo panelových aplikáciách.
Webové navigačné a registračné systémy
Pri laminovaní materiálov s tlačenými vzormi alebo presnými štrukturálnymi požiadavkami je rozhodujúce zarovnanie medzi vrstvami. Systémy na vedenie pásu používajú snímače okrajov alebo čiarové snímače na nepretržité monitorovanie bočnej polohy každého pásu a automatické riadenie materiálu, aby sa zachovalo zarovnanie. Na linkách vyrábajúcich dekoratívne lamináty, kde sa potlačená fólia musí zhodovať so štruktúrovanou jadrovou vrstvou, aktívne systémy kontroly sútlače porovnávajú polohy referenčných značiek na rôznych vrstvách a robia korekcie v reálnom čase, aby udržali vrstvy v sútlači. Nesprávne zarovnanie, ktoré vzniká počas dlhej výrobnej série, produkuje odpad a zvyšuje odpad pri nastavovaní, takže sofistikovanosť systému vedenia pásu má priamy vplyv na výnos materiálu.
Prevíjacia stanica a rezanie
Na výstupe z laminovacej linky je hotový kompozit previnutý do kotúčov na ďalšie spracovanie alebo expedíciu. Prevíjacia stanica musí udržiavať konzistentné napätie, aby vytvorila pevne navinutý, dobre tvarovaný kotúč bez teleskopického alebo okrajového poškodenia. Mnohé viacvrstvové laminovacie linky na PVC tiež obsahujú inline rezacie stanice bezprostredne pred previnutím, ktoré rozrežú laminát v plnej šírke na užšie kotúče špecifických hotových šírok v jednom prechode. To eliminuje samostatné rezanie a znižuje manipuláciu, čo je obzvlášť cenné pre širokoformátové lamináty, ako sú podlahové podkladové vrstvy alebo plachtové materiály.
Metódy laminácie používané pri viacvrstvovom spracovaní PVC
Metóda lepenia používaná vo viacvrstvovom laminovacom stroji na PVC nie je druhotným detailom – zásadne určuje mechanickú konštrukciu stroja, materiály, ktoré dokáže spracovať, pevnosť spoja a trvanlivosť konečného produktu a prevádzkové náklady výrobnej linky. Rôzne aplikácie vyžadujú rôzne prístupy laminácie a niektoré pokročilé stroje sú navrhnuté tak, aby prepínali medzi metódami v závislosti od úlohy.
Termálna fúzna laminácia
Pri tepelnej fúznej laminácii teplo zmäkčuje vrstvu PVC dostatočne na to, aby sa spojila so susednou vrstvou prostredníctvom molekulárnej difúzie na rozhraní, bez akéhokoľvek samostatného lepidla. Táto metóda vytvára najpevnejšie možné spojenie medzi vrstvami, pretože vrstvy sú v podstate spojené a nie lepené. Je široko používaný pri výrobe PVC podláh, kde je nášľapná vrstva tepelne spojená priamo s potlačeným filmom a jadrovými vrstvami. Obmedzením je, že všetky vrstvy musia byť tepelne kompatibilné – materiály s veľmi rozdielnymi bodmi topenia alebo tepelnou citlivosťou nemožno týmto spôsobom spoľahlivo spájať.
Laminovanie tavným lepidlom
Systémy tavných lepidiel aplikujú termoplastické lepidlo v roztavenom stave medzi vrstvami, ktoré potom po ochladení stuhne a vytvorí pevné, pružné spojenie. Tavná laminácia je rýchla, nevyžaduje čas schnutia rozpúšťadla a vytvára konzistentnú pevnosť spoja. Bežne sa používa na laminovanie PVC fólie na penové, textilné alebo netkané podkladové materiály. Lepidlo sa typicky nanáša pomocou štrbinového nanášacieho zariadenia alebo valcového nanášacieho zariadenia pri teplotách medzi 130 °C a 200 °C v závislosti od chemického zloženia lepidla. Pevnosť spoja tavných laminátov je vo všeobecnosti o niečo nižšia ako tepelne tavených spojov a môže byť ovplyvnená zvýšenými teplotami v prevádzke, čo je potrebné zvážiť pri aplikáciách, ako sú interiéry automobilov, kde sa vyžaduje tepelná odolnosť.
Lepiaca laminácia na báze rozpúšťadla
Lepiace systémy na báze rozpúšťadiel ponúkajú vynikajúcu priľnavosť k širokému spektru podkladov, vrátane tried PVC s nízkou povrchovou energiou, ktoré sa ťažko spájajú inými metódami. Lepidlo sa rozpustí v rozpúšťadle a nanesie sa ako tekutý náter, potom sa vysuší vo vyhrievanom tuneli predtým, ako sa vrstvy spoja v laminovacej štrbine. Odparené rozpúšťadlo musí byť zachytené a riadené systémom regenerácie rozpúšťadla, čo zvyšuje investičné náklady a prevádzkovú zložitosť. Napriek tomu zostáva laminácia na báze rozpúšťadiel prevládajúca v aplikáciách vyžadujúcich veľmi vysokú pevnosť spoja, chemickú odolnosť alebo kompatibilitu so špecifickými kombináciami substrátov, ktoré nereagujú dobre na tepelné alebo tavné metódy.
Lepiaca laminácia na vodnej báze
Lepiace systémy na vodnej báze sa čoraz viac presadzujú, pretože výrobcovia sa snažia znižovať emisie VOC a dodržiavať čoraz prísnejšie environmentálne predpisy. Moderné systémy PVA, polyuretánových disperzií a akrylových lepidiel na vodnej báze môžu dosiahnuť lepenie vhodné pre mnohé aplikácie PVC laminátov, hoci požiadavky na energiu na sušenie sú vyššie ako pri systémoch na báze rozpúšťadiel a môže byť potrebné znížiť rýchlosť stroja, aby sa umožnil primeraný čas sušenia. Pre výrobcov slúžiacich na trhoch s prísnymi predpismi o chemickej bezpečnosti – najmä v Európe – sa prechod na vodnú lepiacu lamináciu na viacvrstvových linkách z PVC stáva skôr praktickou prioritou ako voliteľnou modernizáciou.

Kritické špecifikácie na vyhodnotenie pri porovnávaní viacvrstvových laminovacích strojov na PVC
Výber správneho viacvrstvového laminovacieho stroja na PVC vyžaduje systematické hodnotenie technických špecifikácií vzhľadom na vaše špecifické výrobné požiadavky. Nasledujúca tabuľka sumarizuje najdôležitejšie parametre a ich význam v praxi.
| Špecifikácia | Typický rozsah | Praktický význam |
| Maximálna pracovná šírka | 600-3000 mm | Musí obsahovať najširší kotúč substrátu vo vašom sortimente; podlahové linky zvyčajne potrebujú 1800 mm alebo širšie |
| Počet odvíjacích staníc | 3 – 8 staníc | Určuje maximálny počet vrstiev, ktoré je možné laminovať pri jednom prechode |
| Maximálna rýchlosť linky | 10 – 80 m/min | Vyššie rýchlosti zvyšujú priepustnosť, ale vyžadujú si výkonnejšie vykurovacie a chladiace systémy na udržanie kvality spoja |
| Rozsah teplôt lisovacieho valca | okolitá teplota – 220°C | Horná hranica teploty musí byť dostatočná na tepelné natavenie vrstiev PVC; presnosť ovládania ovplyvňuje konzistenciu spoja |
| Rozsah tlaku štrbiny | 0,1 – 6 MPa | Vyššia tlaková schopnosť umožňuje lepšie spojenie medzi vrstvami pre hrubé alebo tuhé PVC kompozitné štruktúry |
| Rozsah hrúbky laminátu | Celkom 0,1 mm – 8 mm | Stroj musí zvládnuť tak najtenšiu jednotlivú vrstvu, ako aj celkovú hrúbku hotového laminátu bez skreslenia |
| Presnosť kontroly napätia | ±1% – ±3% nastavenej hodnoty | Prísnejšia kontrola napätia redukuje chyby pri registrácii a zabraňuje krčeniu alebo naťahovaniu citlivých PVC fólií |
| Dĺžka chladiacej časti | 2m – 15m | Dlhšie chladiace sekcie umožňujú vyššie rýchlosti linky a pritom stále dosahujú úplné spojenie väzby pred prevíjaním |
Procesné premenné, ktoré najviac ovplyvňujú kvalitu laminátu
Pochopenie toho, ktoré premenné procesu majú najväčší vplyv na kvalitu hotového viacvrstvového laminátu z PVC, pomáha operátorom správne nastaviť stroj a systematicky riešiť problémy, keď sa vyskytnú problémy s kvalitou. Existujú tri premenné, na ktorých pri laminácii PVC vždy záleží viac ako na iných.
Rovnomernosť teploty v celej šírke webu
Ak sa teplota laminovacieho valca mení po jeho šírke – hoci len o niekoľko stupňov – pevnosť spoja a hrúbka laminátu budú nekonzistentné od okraja k stredu. Na veľkoformátových strojoch si udržiavanie rovnomernosti teploty na 2 metre alebo viac šírky valca vyžaduje presné vnútorné vykurovacie okruhy, vysokokvalitné systémy tepelného oleja a pravidelnú kalibráciu systému merania teploty. Teplotná nerovnomernosť sa prejavuje ako delaminácia okrajov, zmena hrúbky po šírke pásu alebo viditeľné spojovacie čiary v priesvitných laminátoch. Infračervené tepelné zobrazovanie povrchu valca počas výroby je najspoľahlivejší spôsob, ako identifikovať a opraviť problémy s rovnomernosťou teploty.
Rovnováha napätia webu medzi vrstvami
Keď sa viac vrstiev s rôznymi modulmi pružnosti a koeficientmi tepelnej rozťažnosti spája dohromady pod napätím, rovnováha napätia medzi nimi v momente spájania určuje, či bude hotový laminát po opustení štrbiny ležať naplocho alebo sa zvlní. PVC fólia napnutá pevnejšie ako jej penová podložka na laminovacej štrbine sa po prilepení pokúsi stiahnuť, čo spôsobí zvlnenie laminátu smerom k PVC strane. Správna rovnováha napätia vyžaduje pochopenie mechanických vlastností každej vrstvy a systematické nastavovanie napätia odvíjania, kým hotový laminát neopustí stroj plochý a stabilný. Toto je jeden z najvýraznejších aspektov nastavenia procesu viacvrstvového laminovania a často si vyžaduje metodické nastavenie metódou pokus-omyl pri zavádzaní nových kombinácií materiálov.
Konzistencia hmotnosti lepiacej vrstvy
Pre laminovacie linky využívajúce mokré lepiace systémy musí byť množstvo lepidla naneseného na jednotku plochy – hmotnosť náteru – konzistentné v smere stroja aj po šírke pásu. Príliš málo lepidla vytvára slabé spoje a delamináciu pod tlakom. Príliš veľa lepidla zvyšuje náklady, predlžuje čas schnutia a môže spôsobiť vytlačenie lepidla v štrbine, ktorá kontaminuje valčeky a povrch laminátu. Konzistencia hmotnosti náteru je určená presnosťou nanášacieho valca alebo systému štrbinovej matrice, stabilitou viskozity privádzaného lepidla a rovnomernosťou štrbiny po šírke valca. Pravidelné gravimetrické meranie hmotnosti náteru – váženie odrezanej vzorky pred a po zmytí lepidla – by malo byť súčasťou štandardnej rutiny monitorovania kvality na akejkoľvek linke na laminovanie lepidla.
Bežné problémy s kvalitou pri viacvrstvovej laminácii PVC a ich hlavné príčiny
Dokonca aj skúsení operátori sa stretávajú s opakujúcimi sa problémami s kvalitou pri viacvrstvovej laminácii PVC. Poznanie najčastejších porúch a ich základných príčin výrazne znižuje čas na riešenie problémov a plytvanie materiálom.
- Delaminácia alebo odlupovanie medzi vrstvami: Najzávažnejšia chyba laminátu spôsobená nedostatočným lepidlom, nesprávnou teplotou laminovania, znečisteným povrchom substrátu alebo nekompatibilnými kombináciami materiálov. Pred lamináciou vždy overte povrchovú energiu substrátu – PVC fólie ošetrené separačnými činidlami alebo antiblokovacími prísadami odolávajú lepeniu a musia byť ošetrené korónou alebo plameňom, aby sa obnovila vnímavosť povrchu pred lamináciou.
- Vzduchové bubliny alebo pľuzgiere: Vzduch zachytený medzi vrstvami spôsobuje v hotovom lamináte viditeľné bubliny alebo pľuzgiere. To zvyčajne vyplýva z nedostatočného tlaku v štrbine, nadmernej rýchlosti linky vzhľadom na kapacitu ohrevu alebo vlhkosti v jednom z materiálov substrátu. Tento problém zvyčajne rieši sušenie kotúčov substrátu pred lamináciou a postupné zvyšovanie tlaku v štrbine.
- Zvlnenie alebo deformácia laminátu: Hotový kompozit sa skôr krúti smerom k jednej tvári, než aby ležal naplocho. Je to spôsobené nerovnováhou napätia medzi vrstvami v mieste spoja, asymetrickým ohrevom alebo rozdielnym tepelným zmršťovaním počas chladenia. Systematicky upravujte napätie odvíjania a rýchlosť chladenia pre každú vrstvu, kým laminát neopustí stroj naplocho.
- Zvrásnenie tenkých PVC fólií: Tenké dekoratívne alebo povrchové fólie sa pri vstupe do štrbiny zvrásňujú, ak je napätie pásu príliš nízke, vedenie pásu je nesprávne zarovnané alebo existuje nesúlad medzi rýchlosťou odvíjania filmu a rýchlosťou hlavnej linky. Skontrolujte a prekalibrujte nastavenia napätia a overte, či sú všetky vodiace valčeky paralelné a správne umiestnené.
- Zmeny hrúbky naprieč šírkou pásu: Hotový laminát je hrubší na jednom okraji ako druhý alebo hrubší v strede ako na okrajoch. To indikuje nerovnomerný tlak v štrbine spôsobený vychýlením valčeka, opotrebovanými valčekovými ložiskami alebo valčekom, ktorý nie je správne vyklenutý. Geometriu valca nechajte skontrolovať a opraviť výrobcom stroja.
- Nesprávna registrácia vrstvy v dekoratívnych laminátoch: Potlačený povrchový film nie je správne zarovnaný so štruktúrnou jadrovou vrstvou, čo vytvára viditeľný ofset v konečnom produkte. Prekalibrujte snímače navádzania pásu, skontrolujte preklzávanie na odvíjacích staniciach a overte, či snímacie kamery správne čítajú referenčné značky systému kontroly registrácie.
Kľúčové otázky, ktoré je potrebné vyriešiť pred kúpou viacvrstvového laminovacieho stroja na PVC
Viacvrstvový laminovací stroj z PVC je dlhodobým kapitálovým majetkom a presné definovanie vašich požiadaviek pred oslovením dodávateľov výrazne ušetrí čas, zníži riziko nákupu stroja, ktorý nedokáže splniť vaše výrobné potreby, a poskytne vám pevnejší základ pre vyjednávanie špecifikácií a ceny.
- Koľko vrstiev vyžaduje váš produkt a zmení sa to v budúcnosti? Zadajte maximálny počet vrstiev, ktoré momentálne potrebujete, a akýkoľvek plánovaný vývoj produktu, ktorý by mohol vyžadovať ďalšie vrstvy, potom nastavte veľkosť stroja s dostatočným počtom odvíjacích staníc, aby sa prispôsobil budúcemu rastu bez kompletnej prestavby linky.
- Aký je najširší substrát, na ktorom budete behať? Šírka stroja je pevne stanovená v mieste výroby. Nakupujte na maximálnu predvídateľnú požiadavku na šírku, nielen na váš aktuálny priemer, pretože neskoršie rozšírenie pracovnej šírky je neúmerne drahé.
- Ktorý spôsob laminácie najlepšie vyhovuje vašim materiálovým kombináciám? Spolupracujte s potenciálnymi dodávateľmi, aby ste si overili, že navrhovaná metóda lepenia – tepelné, tavné, rozpúšťadlové alebo na vodnej báze – je overená pre vaše špecifické kombinácie substrátov. Pred nákupom si vyžiadajte vzorky laminátu vyrobené na testovacom zariadení dodávateľa s použitím vašich skutočných materiálov.
- Akú rýchlosť priepustnosti potrebujete, aby ste splnili svoje výrobné ciele? Vypočítajte si požadovanú ročnú produkciu, zohľadnite realistickú dobu prevádzkyschopnosti a čas nastavenia a pracujte spätne, aby ste určili minimálnu potrebnú rýchlosť linky. Potom špecifikujte stroj s dostatočnou kapacitou ohrevu a chladenia, aby ste dosiahli túto rýchlosť na cieľovej úrovni kvality.
- Akú úroveň automatizácie a riadenia procesov vyžaduje vaša prevádzka? Vysoko automatizované systémy s inline monitorovaním kvality, automatickým nastavením napätia a nastavením na základe receptov sú nevyhnutné pre vysokorýchlostné, vysokoobjemové linky, ale môžu byť zbytočnou réžiou pre špeciálne aplikácie s kratšou sériou. Prispôsobte úroveň automatizácie vašim skutočným prevádzkovým potrebám a technickým schopnostiam vášho tímu.
- Aké sú možnosti miestneho servisu a náhradných dielov dodávateľa? Laminovacia linka, ktorá na týždeň vypadne a čaká na náhradný diel zo zahraničia, je nákladné zlyhanie. Pred podpísaním kúpnej zmluvy si overte regionálnu servisnú sieť dodávateľa, zásoby kritických náhradných dielov a ich čas odozvy na núdzové poruchy.
Kategórie produktov
Odporúčané novinky

Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie