 Angličtina
Angličtina 中文简体
中文简体Presnosť a výkon: Vývoj hĺbkotlače v drevárskom priemysle
Technické jadro hĺbkotlače pre dekoratívny papier
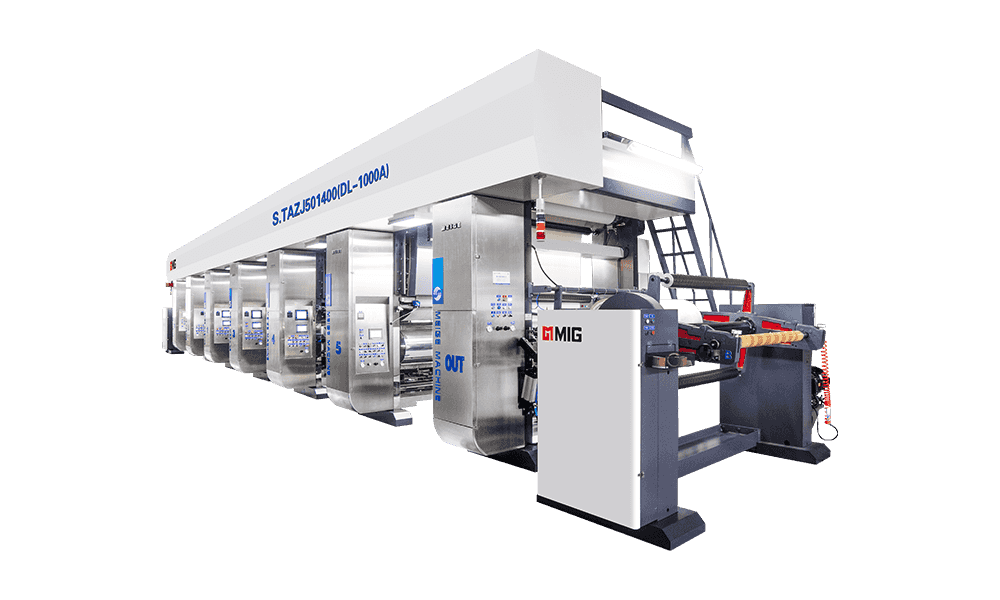
Hĺbkotlač zostáva zlatým štandardom na výrobu dekoratívneho papiera používaného v umelých drevených výrobkoch, ako sú laminátové podlahy, nábytkové panely a obklady stien. Tento proces využíva gravírovaný valec, ktorý nesie atrament vo vnútri zapustených buniek a prenáša drevené alebo kamenné vzory s vysokým rozlíšením na špecializovaný základný papier. Strojové zariadenie si musí zachovať extrémnu presnosť, aby sa zabezpečilo, že vizuálna štruktúra – často napodobňujúca prírodný dub, orech alebo mramor – zostane konzistentná naprieč tisíckami metrov výroby. Vysoká rýchlosť v kombinácii s precíznou reguláciou napätia je nevyhnutná na zabránenie natiahnutia jemného základného papiera, ktoré by inak skresľovalo opakovanie vzoru.
Kľúčové komponenty priemyselného hĺbkotlače
- Odvíjacia stanica: Obsahuje automatické spájacie systémy na zabezpečenie nepretržitej výroby bez zastavenia kvôli výmene kotúča.
- Jednotky tlače: Vybavený súpravami stieracích čepelí, ktoré presne utierajú prebytočný atrament z povrchu valca.
- Sušiace tunely: Vysokoúčinné teplovzdušné systémy, ktoré rýchlo odparia rozpúšťadlá alebo atramenty na vodnej báze pred aplikáciou ďalšej farby.
- Automatická kontrola registra: Používa optické senzory na zarovnanie viacerých farieb s presnosťou na mikrón.
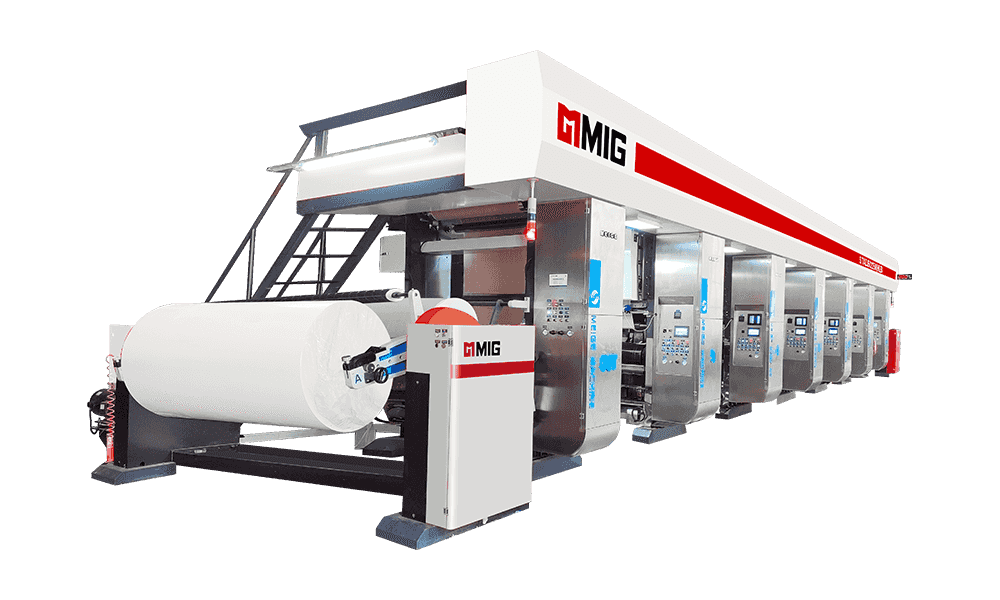
Presná registrácia a viacfarebné prekrytie
Pri výrobe dekoratívneho papiera na opracované drevo si dosiahnutie realistického „3D“ efektu vyžaduje viacnásobné farebné prekrytia, zvyčajne v rozsahu od troch do piatich farieb. Každá farebná jednotka v hĺbkotlači musí byť dokonale synchronizovaná. Moderné stroje využívajú elektronické riadkové hriadele (ELS), kde je každý tlačový valec poháňaný nezávislým servomotorom. Tým sa eliminuje mechanická vôľa, ktorá sa vyskytuje v tradičných systémoch poháňaných ozubenými kolesami, čo umožňuje rýchlejšie nastavovanie a výrazne znižuje plytvanie papierom počas fázy „prípravy“. Schopnosť udržiavať registráciu pri rýchlostiach presahujúcich 200 metrov za minútu je to, čo oddeľuje zariadenia priemyselnej kvality od alternatív základnej úrovne.
Porovnanie technických špecifikácií pre dekoratívne papierenské stroje
| Funkcia | Štandardný hĺbkotlač | Špičkový dekoratívny lis |
| Maximálna šírka tlače | 1000 mm - 1300 mm | 1300 - 2300 mm |
| Presnosť registrácie | ± 0,15 mm | ± 0,05 mm |
| Metóda sušenia | Elektrický/Parný | Termálny olej / inteligentná recirkulácia vzduchu |
| Systém pohonu | Mechanický hriadeľ | Elektronický hriadeľ (ELS) |
Správa atramentu a environmentálne aspekty
Dekoratívny papierenský priemysel sa čoraz viac presúva smerom k atramentom na vodnej báze, aby splnil prísne emisné normy VOC (Volatile Organic Compound). Hĺbkotlačové stroje určené pre umelé drevo musí byť vybavené špecializovanými systémami cirkulácie atramentu, ktoré zabraňujú sedimentácii a udržujú konštantnú viskozitu. Pokročilé stroje sú vybavené nádobami na atrament z nehrdzavejúcej ocele a valcami s keramickým povrchom, ktoré odolávajú korózii spôsobenej chemikáliami na vodnej báze. Okrem toho integrované regulátory viskozity automaticky pridávajú rozpúšťadlo alebo vodu do atramentovej fontány, čím zaisťujú, že hustota farieb zostane rovnaká od začiatku tlače až do úplného konca.
Výhody moderných atramentových systémov
- Vylepšená svetlostálosť, aby sa zabránilo vyblednutiu nábytku v priebehu času.
- Zvýšená absorpcia živice počas následného procesu impregnácie melamínom.
- Znížená environmentálna stopa a bezpečnejšie podmienky na pracovisku pre operátorov.
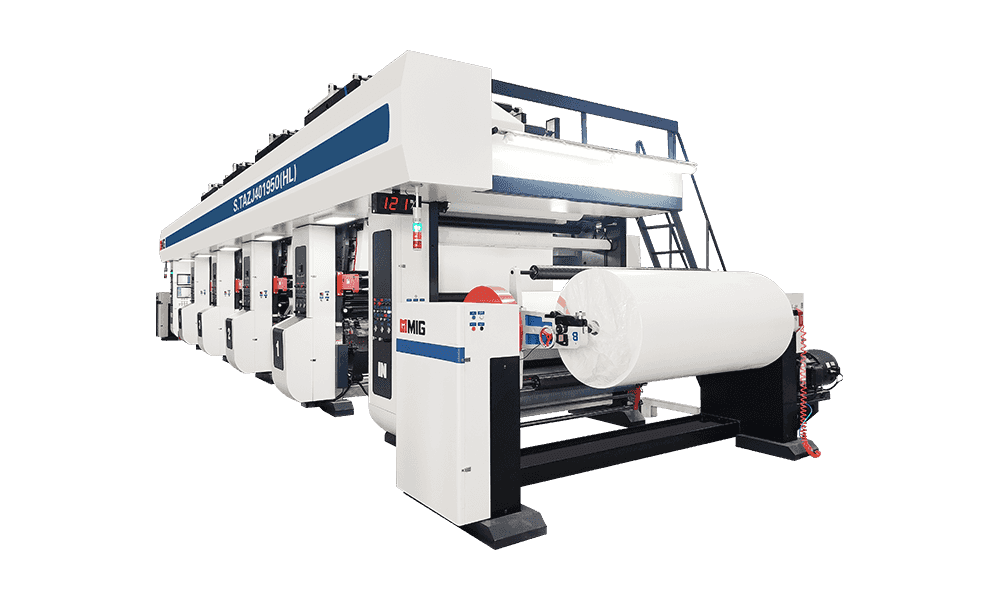
Optimalizácia riadenia napätia pre veľkoformátovú tlač
Drevený dekoratívny papier sa často tlačí na široké formáty, aby sa do nich zmestili veľké drevotrieskové dosky alebo MDF panely. Riadenie napätia pásu na kotúči papiera so šírkou 2100 mm si vyžaduje sofistikované riadiace systémy s uzavretou slučkou. Pomocou napínacích valcov a snímačov zaťaženia vypočíta PLC (programovateľný logický ovládač) stroja presný krútiaci moment potrebný na navíjačke a odvíjačke. Tým sa zabráni "teleskopizácii" kotúčov papiera a zabezpečí sa, že papier bude navinutý s rovnomernou hustotou. Správne riadenie napätia je primárnym faktorom pri znižovaní záhybov a zaistení predvídateľného správania papiera, keď nakoniec vstúpi do kúpeľa melamínovej živice.
Kategórie produktov
Odporúčané novinky
Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie