 Angličtina
Angličtina 中文简体
中文简体Stroj na hĺbkotlač na dekoratívny papier: Ako to funguje, kľúčové komponenty a nákupná príručka
Čo je stroj na hĺbkotlač na dekoratívny papier?
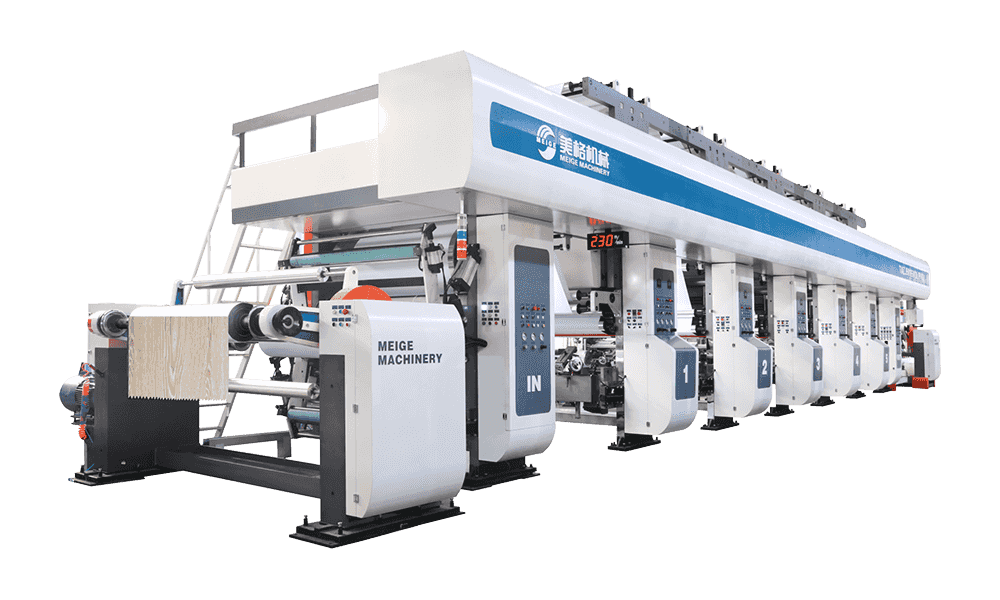
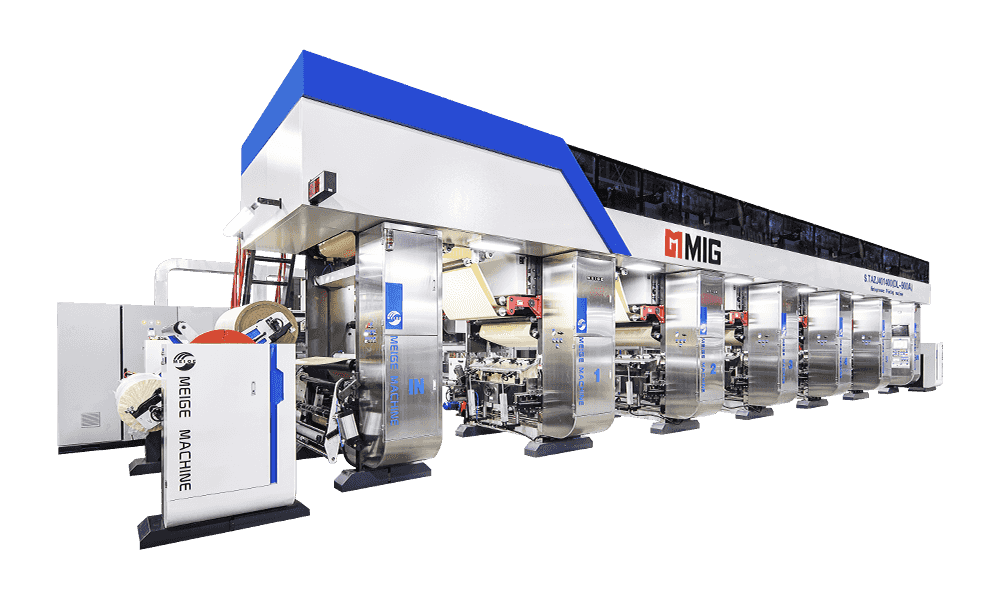
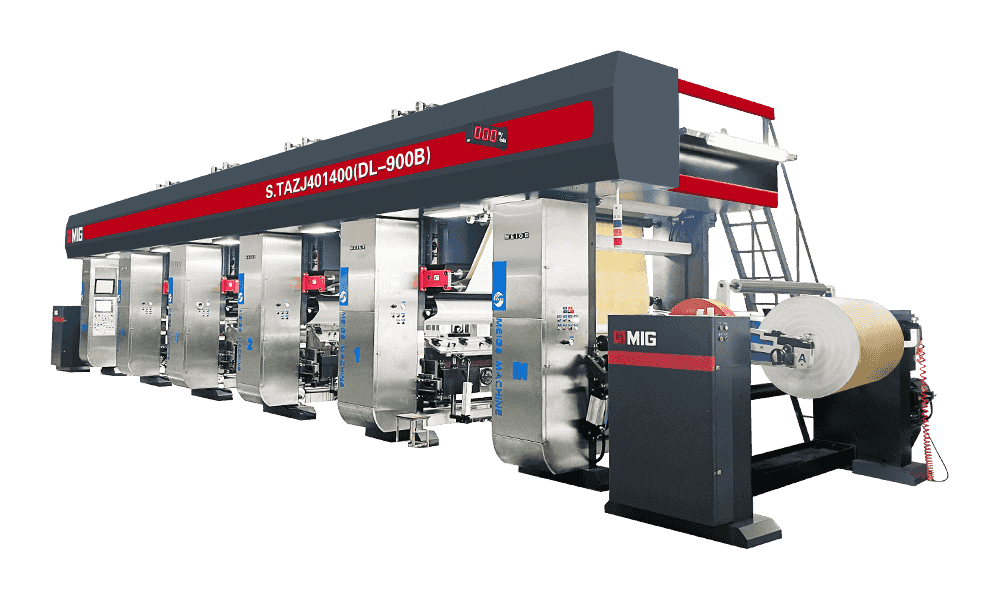
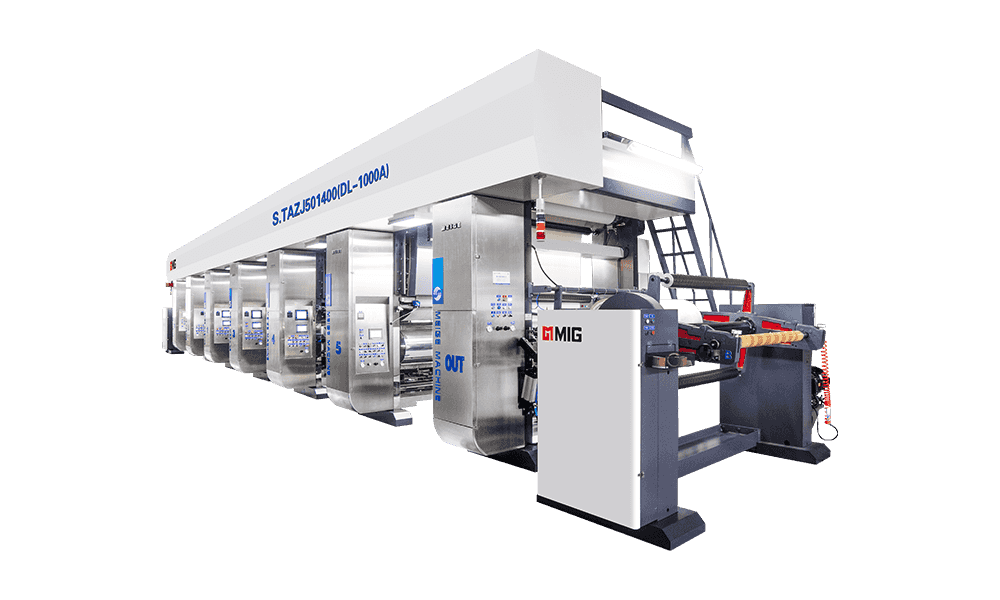
Stroj na hĺbkotlač na ozdobný papier – tiež nazývaný rotačná hĺbkotlač na ozdobný papier alebo stroj na hĺbkotlač pre dekoratívny papier – je vysokorýchlostný, presný kotúčový tlačový systém určený na nanášanie povrchových vzorov, textúr dreva, kamenných efektov, vzorov tkanín a abstraktných dekoratívnych motívov na papierové substráty, ktoré sa nakoniec použijú ako povrchové prekrytia pri výrobe nábytku, interiérových panelov, skríň. Potlačený papier sa zvyčajne následne impregnuje melamínom alebo inými termosetovými živicami, aby sa vytvoril hotový dekoratívny povrch, ktorý možno vidieť na laminátových podlahových doskách, nábytku z drevovláknitých dosiek strednej hustoty (MDF), modulárnych kuchynských paneloch a podobných produktoch.
Proces hĺbkotlače – odvodený z talianskeho hĺbkotlače, čo znamená „rytý“ – prenáša atrament z mikroskopických vyrytých buniek na povrchu rotujúceho medeného valca priamo na pohybujúci sa pás papiera. Hĺbka, priemer a hustota týchto buniek určujú objem atramentu nanesený na každom mieste, čo umožňuje extrémne jemné tonálne gradácie, ostré opakovania vzorov a reprodukciu farieb vo fotografickej kvalite, ktorá odlišuje hĺbkotlačový dekoračný papier od papierov vyrobených flexografickou alebo ofsetovou tlačou. V odvetví, kde presvedčivá textúra dreva alebo kameňa musí vydržať roky sledovania spotrebiteľov z blízkej vzdialenosti, nie je táto úroveň vernosti tlače voliteľná – je to základná komerčná požiadavka.
Proces hĺbkotlače: Krok za krokom pre dekoratívny papier
Pochopenie postupnosti operácií v a stroj na hĺbkotlač na ozdobný papier objasňuje, prečo sú konkrétne komponenty stroja skonštruované tak, ako sú, a aké parametre procesu priamo ovplyvňujú výslednú kvalitu tlače.
Odvíjanie webu a kontrola napätia
Proces tlače začína na odvíjacom stojane, kde sa namontuje hlavná rolka základného dekoratívneho papiera – zvyčajne základný papier s obsahom oxidu titaničitého s plošnou hmotnosťou 60 až 150 g/m² – a pri kontrolovanom napätí sa podáva do lisu. Riadenie napätia pásu na odvíjacej stanici je kritické, pretože dekoratívne základné papiere sú veľmi citlivé na zmeny napätia: príliš malé napätie umožňuje, aby sa tkanina chvela a pohybovala sa do strán, čo spôsobuje chyby sútlače medzi farebnými stanicami; príliš veľké napätie napína papier, deformuje vytlačený vzor a spôsobuje pretrhnutie pásu. Moderné dekoratívne hĺbkotlačové lisy na papier používajú tanečné valce s uzavretou slučkou alebo systémy riadenia napätia silomery, ktoré udržujú napätie pásu v rozmedzí ±2–5 N/m počas celého výrobného cyklu.
Aplikácia atramentu na každej tlačovej jednotke
Každá farba v dekoratívnom dizajne je vytlačená na vyhradenej tlačovej jednotke pozostávajúcej z troch základných komponentov: hĺbkotlačového valca, atramentovej misky a stierky. Hĺbkotlačový valec sa otáča čiastočne ponorený do atramentovej misky a zaplavuje svoju vyrytú bunkovú štruktúru atramentom. Keď sa valec otáča z atramentovej misky, presne brúsená stierka – zvyčajne z tvrdenej ocele alebo s keramickým hrotom – prechádza po povrchu valca, pričom odstraňuje všetok atrament z negravírovaných plôch a atrament zostáva len vo vnútri zapustených buniek. Valec sa potom dostane do kontaktu s papierovým pásom v lisovacej štrbine, kde tlakový valec pokrytý gumou pritlačí papier kontrolovanou silou k povrchu valca, pričom vytiahne atrament z buniek kapilárnym pôsobením a prenesie ho na papierový substrát.
Sušenie medzi farebnými stanicami
Medzi každou následnou tlačovou jednotkou prechádza pás čerstvo nafarbeného papiera sušičkou – najčastejšie tunelom s horúcim vzduchom alebo infračervenou sušičkou – na odparenie rozpúšťadla alebo vodného nosiča z nanesenej farby pred aplikáciou ďalšej farby. Neúplné sušenie medzi stanicami spôsobuje odber atramentu (kde sa mokrý atrament z predchádzajúcej stanice prenesie na ďalší valec namiesto toho, aby zostal na papieri), kontamináciu farieb a blokovanie pásu na prevíjacích kotúčoch. Účinnosť sušenia priamo obmedzuje rýchlosť výroby: maximálna rýchlosť tlače je rýchlosť, pri ktorej môže sušička úplne vytvrdiť každú vrstvu atramentu v rámci dostupného času zotrvania v sekcii sušiča.
Viacfarebná registrácia
Realistický vzor dreva alebo mramoru na dekoratívnom papieri zvyčajne vyžaduje 4 až 8 samostatných farebných separácií, z ktorých každá je vytlačená na samostatnej jednotke v presnom súlade so všetkými ostatnými farbami. Chyby sútlače už od 0,1 do 0,2 mm sú viditeľné voľným okom v kresbách dreva, vďaka čomu je kontrola sútlače jedným z technicky najnáročnejších aspektov hĺbkotlače na ozdobný papier. Moderné lisy používajú systémy automatického riadenia registra (ARC) založené na CCD kamere, ktoré nepretržite čítajú registrové značky vytlačené na okraji pásu a vykonávajú mikrokorekcie v reálnom čase pre bočnú a obvodovú polohu každého valca, aby sa zachovalo presné zarovnanie farieb počas celého cyklu.
Prevíjanie a dokončenie rolovania
Po konečnej tlačovej jednotke a sušičke sa hotový dekorovaný papierový pás navíja na jadrá na prevíjacej stanici. Ovládanie napätia pri navíjaní musí byť také presné ako napätie pri odvíjaní, aby sa predišlo teleskopovaniu, tvorbe hviezdičiek alebo pokrčeniu hotového kotúča. Mnoho dekoratívnych hĺbkotlačových strojov obsahuje inline systémy kontroly kvality – stroboskopické kamery na kontrolu tlače alebo spektrofotometrické hlavy na meranie farieb – na prevíjacej stanici, aby sa označovali defekty, ako sú pruhy stierky, upchávanie buniek valca, posun hustoty farby alebo posuny registrácie pred navinutím chybného materiálu do hotového kotúča.
Hlavné komponenty stroja na hĺbkotlač na dekoratívny papier
Technická kvalita jednotlivých komponentov stroja priamo určuje kvalitu tlače, prevádzkyschopnosť stroja a celkové náklady na vlastníctvo počas životnosti zariadenia. Nasledujú komponenty, ktoré najvýraznejšie odlišujú prémiové hĺbkotlače na dekoračný papier od alternatív nižšej špecifikácie.
Hĺbkotlačové valce
Hĺbkotlačový valec je srdcom procesu tlače a komponentom, ktorý určuje strop kvality tlače viac ako ktorýkoľvek iný prvok. Pri dekoratívnej papierovej hĺbkotlači sú valce zvyčajne vyrobené z oceľovej základne s elektrolyticky nanesenou medenou vrstvou (hrúbka 80 – 200 mikrónov), na ktorej je vyrytý vzor buniek pomocou elektromechanického gravírovania (založeného na dotykovom pere, pri ktorom sa vytvárajú bunky v tvare diamantu) alebo laserového gravírovania (vytvárajúce všestrannejšie tvary buniek a jemnejšie rozlíšenie). Po gravírovaní je medený povrch pochrómovaný na tvrdosť 900–1000 HV, aby odolal opotrebovaniu stierky, pričom hrúbka chrómovej vrstvy 6–8 mikrónov je štandardom pre aplikácie dekoratívneho papiera.
Špecifikácie geometrie buniek pre dekoratívne papierové valce sa zvyčajne pohybujú od 150 do 200 riadkov na centimeter sita, s hĺbkou buniek 20 až 55 mikrónov v závislosti od reprodukovanej farby a tonálnej hodnoty. Presná geometria buniek je kritická: odchýlky v hĺbke buniek dokonca 2–3 mikróny vytvárajú merateľné rozdiely v hustote farieb, ktoré sa prejavujú ako viditeľné pásy alebo tonálne nerovnosti v plochách s plochým odtieňom tlačeného dizajnu.
Systém Doctor Blade
Zostava stierky drží a umiestňuje stierku proti rotujúcemu hĺbkotlačovému valcu pod presne kontrolovaným kontaktným uhlom (zvyčajne 55°–65° pre aplikácie dekoratívneho papiera) a kontaktným tlakom. Čepeľ musí udržiavať rovnomerný kontakt po celej šírke tlače – ktorá môže dosiahnuť 2 200 – 2 800 mm na veľkoformátových tlačiarenských strojoch na dekoratívny papier – bez toho, aby umožnila presakovaniu atramentu v ktoromkoľvek bode a zároveň nevyvíjala nadmerný tlak, ktorý urýchľuje opotrebovanie chrómu valca. Moderné držiaky čepelí používajú pneumatické alebo pružinové upínacie mechanizmy čepele s jemným nastavením uhla čepele a prítlaku a obsahujú oscilačné pohony, ktoré počas tlače posúvajú čepeľ do strany o 5–15 mm, aby sa predišlo lokalizovanému opotrebeniu čepele a valca.
Impression Roller
Tlačný valec tlačí papierový pás proti hĺbkotlačovému valcu v tlačiarenskej štrbine, aby sa uľahčil prenos farby. Pre aplikácie dekoratívneho papiera sú odtlačkové valce zvyčajne pokryté polyuretánovou gumou s tvrdosťou 60–80 Shore A, zvolenou tak, aby poskytovala dostatočnú poddajnosť na zabezpečenie rovnomerného tlaku v štrbine po celej šírke pásu a zároveň bola odolná voči agresívnym rozpúšťadlám v hĺbkotlačových farbách. Profilovanie koruny tlačového valca – mierne zväčšenie priemeru valca smerom k stredu, aby sa kompenzovalo vychýlenie pri zaťažení štrbinou – je nevyhnutné na širokopásových dekoratívnych papierových lisoch na udržanie rovnomerného tlačového tlaku po celej šírke substrátu.
Systém kontroly cirkulácie atramentu a viskozity
Viskozita atramentu pre hĺbkotlač priamo riadi hmotnosť atramentového filmu, hustotu farieb a zisk bodov na vytlačenom obrázku. Keď sa rozpúšťadlo počas tlače vyparuje z atramentovej misky, viskozita stúpa – zvyšuje hustotu farieb a môže spôsobiť chvenie čepele alebo upchávanie buniek. Automatizované systémy riadenia viskozity atramentu nepretržite monitorujú viskozitu atramentu pomocou in-line viskozimetrov (zvyčajne na báze efluxnej nádobky alebo rotačného viskozimetra) a dávkujú čerstvé rozpúšťadlo do misky s atramentom pomocou dávkovacích čerpadiel, aby sa viskozita udržala v tolerancii ±1–2 sekundy od cieľovej hodnoty počas celého chodu lisu. Teplota atramentu tiež významne ovplyvňuje viskozitu a niektoré vysokovýkonné lisy obsahujú systémy na úpravu teploty atramentu, aby sa eliminoval posun viskozity spôsobený kolísaním teploty okolia počas dlhých výrobných sérií.

Konfigurácie stroja: Jednofarebné verzus viacfarebné lisy
Stroje na hĺbkotlač na ozdobný papier sú dostupné v konfiguráciách od jednofarebných nátlačkov až po plnoprodukčné stroje s 10 alebo viacerými tlačovými jednotkami. Vhodná konfigurácia závisí od zložitosti vyrábaných dekoračných vzorov a požiadaviek na objem výroby zariadenia.
| Konfigurácia | Počet jednotiek | Typická šírka tlače | Rozsah rýchlosti | Primárna aplikácia |
| Jednojednotková kysáreň | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| 4-farebný produkčný lis | 4 | 1 300–1 800 mm | 80–150 m/min | Jednoduchá kresba dreva, jednofarebné prevedenia |
| 6-farebný produkčný lis | 6 | 1 600–2 200 mm | 100-200 m/min | Komplexné drevené, kamenné, textilné efekty |
| 8–10 farebná širokopásmová tlač | 8–10 | 2 200–2 800 mm | 150–300 m/min | Vysoko verné fotografické textúry, veľké opakujúce sa vzory |
Pre výrobcov, ktorí vyrábajú rozmanité portfólio dekoratívnych vzorov – vrátane kresby dreva, kamenných efektov, fantastických vzorov a jednofarebných papierov – predstavuje 6-farebný lis komerčne najuniverzálnejšiu konfiguráciu, ktorá je schopná reprodukovať veľkú väčšinu vzorov štandardných na trhu bez zvýšenia kapitálových a prevádzkových nákladov 8- alebo 10-jednotkových strojov. Širokopásmové konfigurácie so šírkou tlače nad 2 000 mm sú primárne opodstatnené pre veľkoobjemovú výrobu vzorov komodít, kde úspory z rozsahu na veľkých kotúčoch prevažujú nad dodatočnou zložitosťou riadenia manipulácie so širším pásom.
Atramentové systémy pre dekoratívnu papierovú hĺbkotlač
Atramentový systém použitý na dekoratívnom papierovom hĺbkotlači musí spĺňať požiadavky, ktoré ďaleko presahujú jednoduchú vernosť farieb. Atramenty na dekoratívne papiere musia prežiť následný impregnačný proces — kde sa potlačený papier nasýti tekutou melamín-formaldehydovou živicou a potom sa vytvrdzuje pri teplotách 160–200 °C pod vysokým tlakom v krátkocyklovom laminovacom lise. Atramenty, ktoré nie sú tepelne stabilné alebo sú nekompatibilné s impregnačnou živicou, budú počas lisovania vytekať, meniť farbu alebo delaminovať, čím vznikajú hotové panely s neprijateľnou kvalitou tlače.
- Hĺbkotlačové farby na báze rozpúšťadla: Historicky dominantný systém pre dekoratívnu papierovú hĺbkotlač, atramenty na báze rozpúšťadiel používajú ako nosiče toluén, etylacetát alebo systémy zmiešaných rozpúšťadiel. Ponúkajú rýchle schnutie, vynikajúcu pevnosť farby a dobrú kompatibilitu s melamínovou impregnáciou. Environmentálne a zdravotné predpisy týkajúce sa emisií VOC podnietili značné investície do systémov regenerácie rozpúšťadiel a znižovania emisií na lisoch používajúcich tieto atramenty, čím sa zvýšili kapitálové a prevádzkové náklady zariadenia.
- Hĺbkotlačové farby na vodnej báze: Atramentové systémy na vodnej báze, ktoré sa čoraz častejšie používajú ako alternatíva s nižším obsahom VOC, vyžadujú sofistikovanejšie konštrukcie sušičov (typicky väčší objem vzduchu v kombinácii s infračerveným ohrevom) kvôli vyššiemu latentnému teplu odparovania vody v porovnaní s organickými rozpúšťadlami. Pokroky v zložení atramentu do značnej miery uzavreli historickú medzeru vo výkone solventných atramentov, pokiaľ ide o lesk farieb, priľnavosť a impregnačnú kompatibilitu pre aplikácie dekoratívneho papiera.
- Tepelne odolné pigmenty: Všetky atramenty pre dekoratívnu papierovú hĺbkotlač musia obsahovať pigmenty s preukázanou tepelnou stabilitou pri teplotách laminovacieho lisu. Organické pigmenty náchylné na tepelnú degradáciu – vrátane určitých žltých a červených pigmentov – musia byť nahradené výkonnejšími alternatívami, ako sú perylénová červená, dioxazínová fialová alebo nikel-azožltá, ktoré si zachovávajú presnosť farieb počas celého cyklu laminácie.
Kľúčové špecifikácie, ktoré treba posúdiť pri nákupe hĺbkotlače na ozdobný papier
Výber správneho hĺbkotlačového stroja na výrobu dekoratívneho papiera je kapitálovým rozhodnutím s typickou životnosťou zariadenia 15–25 rokov. Počas procesu obstarávania by sa mali systematicky posudzovať tieto špecifikácie a hodnotiace kritériá:
- Maximálna šírka webu a šírka tlače: Špecifikujte maximálnu šírku substrátu, ktorú musí lis pojať, na základe vášho najširšieho formátu kotúča dekoratívneho papiera a potvrďte maximálnu šírku tlače – ktorá je zvyčajne o 20–40 mm menšia ako šírka pásu, aby sa umožnilo orezanie okrajov a oblasti registračných značiek.
- Maximálna rýchlosť výroby: Kriticky zhodnoťte uvádzané maximálne rýchlosti – maximálna rýchlosť je komerčne užitočná len vtedy, ak systém sušiča dokáže dosiahnuť úplné vytvrdnutie atramentu pri tejto rýchlosti s vašou špecifickou kombináciou atramentu a substrátu. Údaje o výkone sušenia pri maximálnej rýchlosti si vyžiadajte od výrobcu lisu.
- Špecifikácia presnosti registrácie: Pre aplikácie dekoratívneho papiera požadujte špecifikáciu presnosti registra ±0,1 mm alebo lepšiu v podmienkach ustáleného chodu. Overte si túto špecifikáciu s odkazom na údaje z nezávislých testov alebo zákaznícke referencie, než sa spoliehať len na tvrdenia výrobcu.
- Čas výmeny valca: Pri výrobe dekoratívneho papiera sú zmeny vzorov časté. Čas výmeny valca – čas potrebný na odstránenie a výmenu všetkých valcov a nastavenie na nový vzor – priamo ovplyvňuje efektivitu výroby a minimálnu ekonomickú dĺžku chodu. Moderné rýchlovýmenné systémy valcov dokážu dosiahnuť úplnú výmenu 6-farebných valcov za menej ako 30 minút.
- Systém regenerácie rozpúšťadla alebo znižovania emisií: Ak pracujete s atramentmi na báze rozpúšťadla, zhodnoťte, či je lis určený na inline regeneráciu rozpúšťadla (čo znižuje spotrebu surového rozpúšťadla a prevádzkové náklady) alebo na znižovanie obsahu tepelným oxidátorom (ktorý ničí výpary rozpúšťadla, ale vytvára prevádzkové náklady v spotrebe paliva). Potvrďte, že kapacita odlučovacieho systému zodpovedá maximálnej rýchlosti odparovania rozpúšťadla lisu pri plnej výrobnej rýchlosti.
- Architektúra pohonu a riadenia napnutia: Presvedčte sa, že každá tlačová jednotka má nezávislý digitálny servopohon s reguláciou napätia medzi jednotkami v uzavretej slučke, a nie staršie architektúry pohonov s riadkovým hriadeľom, ktoré sú menej flexibilné a ťažšie sa udržiavajú. Lisy poháňané servomotorom ponúkajú rýchlejšiu prípravu, lepšiu stabilitu registra počas zrýchľovania a spomaľovania a jednoduchšiu mechanickú údržbu.
- Možnosť servisu dodávateľa a dostupnosť náhradných dielov: Pre stroj predstavujúci kapitálovú investíciu niekoľko miliónov USD zhodnoťte pokrytie miestnych servisných technikov výrobcu, záväzky týkajúce sa času odozvy a miesta skladu náhradných dielov. V prípade zariadení v regiónoch vzdialených od sídla výrobcu stroja si overte, či sa kritické náhradné diely – otlačovacie valce, držiaky stieracích čepelí, servopohony – nachádzajú v regionálnych distribučných centrách alebo sa musia odosielať z krajiny výroby s potenciálne dlhými colnými oneskoreniami.
Najlepšie postupy údržby na maximalizáciu výkonu a životnosti stroja
Stroj na hĺbkotlač na ozdobný papier prevádzkovaný v rámci prísneho programu preventívnej údržby bude trvalo prekonávať nominálne lepší stroj, ktorý sa zle udržiava. Nasledujúce disciplíny údržby sú najdôležitejšie pre trvalú kvalitu tlače a dostupnosť zariadenia:
- Harmonogram kontroly a výmeny noža: Stieracie čepele by sa mali kontrolovať pri každej zmene práce a vymieňať podľa plánu s pevným intervalom – zvyčajne každých 4 až 8 hodín prevádzky v závislosti od materiálu čepele a tvrdosti chrómu valca. Opotrebovaná alebo odštiepená stieracia čepeľ sa okamžite prejaví ako pruhy, tonálne pruhy alebo únik atramentu okolo čepele a oneskorená výmena neúmerne urýchľuje opotrebovanie chrómu valca.
- Monitorovanie stavu otlačovacieho valca: Gumové povrchy otlačovacích valcov by sa mali kontrolovať týždenne, či nie sú glazúrované, napučiavajú alebo sú poškodené, a tvrdosť valca by sa mala testovať podľa základných meraní podľa štvrťročného plánu. Odchýlka tvrdosti gumy o viac ako ±5 Shore A od hodnoty špecifikácie si vyžaduje opätovné prekrytie valčekom, než bude ovplyvnená kvalita tlače.
- Čistenie zásobníka atramentu a obehového systému: Kompletné prepláchnutie a vyčistenie atramentového systému medzi zmenami vzoru je nevyhnutné, aby sa zabránilo kontaminácii farieb a aglomerácii pigmentu v prívodných potrubiach atramentu a nádobách na kontrolu viskozity. Pred schválením lisu na ďalšiu úlohu vytvorte zdokumentovaný protokol čistenia atramentového systému s definovanými objemami splachovania rozpúšťadla a kritériami prijatia zvyškovej kontaminácie atramentu.
- Údržba sušičky: Trysky sušiča s horúcim vzduchom a prepážky distribúcie vzduchu by sa mali čistiť štvrťročne, aby sa odstránili usadeniny atramentovej hmly, ktoré znižujú rovnomernosť prúdenia vzduchu a účinnosť sušenia. Výkon infračerveného žiariča by sa mal každoročne testovať a poškodené žiariče by sa mali vymeniť, aby sa zachovala konzistentná hustota energie sušenia po celej šírke pásu.
- Kalibrácia systému vedenia a napätia pásu: Snímače zaťaženia a valčekové ložiská by sa mali kalibrovať a udržiavať v polročnom pláne, aby sa zabezpečila presnosť merania napätia. Kalibračný posun v systémoch riadenia napätia je bežnou hlavnou príčinou chronickej nestability registrácie, ktorá sa nesprávne pripisuje problémom s valcom alebo atramentom počas riešenia problémov.
Kategórie produktov
Odporúčané novinky

Odporúčané produkty
Rôzne modely, aby vyhovovali rozvojovým potrebám rôznych regiónov sveta.


Napíšte nám hneď teraz!
Produkty
Kontaktuj nás
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: č. 32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Súkromie
Súkromie